

Heat treatment process for high-nitrogen stainless bearing steel
A bearing steel, high nitrogen technology, applied in the field of heat treatment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
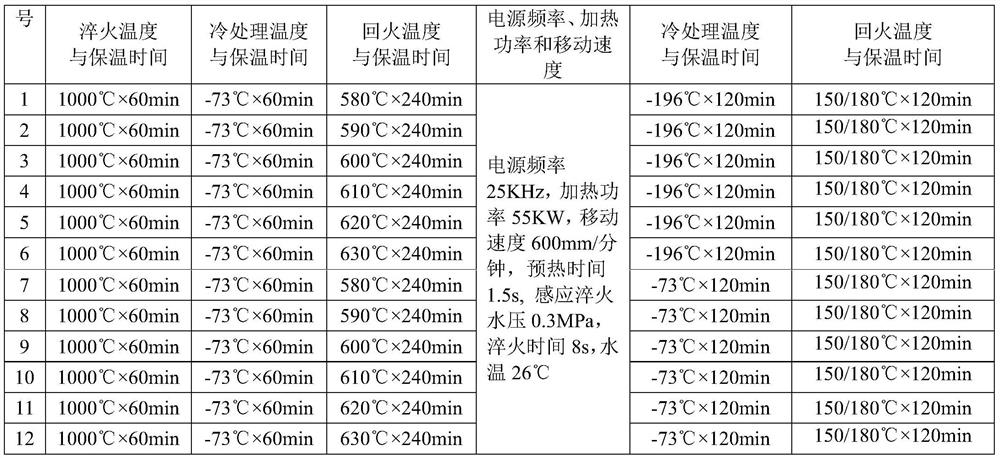
[0015] Step (1) quenching and tempering treatment: quenching, cold treatment and high temperature tempering quenching and tempering treatment of high nitrogen stainless bearing steel, quenching temperature 1000 ℃, holding time 60 minutes, cold treatment temperature -73 ℃, holding time 120 minutes, return to The fire temperature is 580~630℃, and the holding time is 240 minutes;
[0016] Step (2) induction hardening: surface induction hardening is carried out on the material processed in step (1) on a high-frequency induction numerical control hardening machine tool, the power frequency is 25KHz, the heating power is 55KW, the moving speed of the device is 600mm / min, preheating 1.5s, induction hardening The water pressure is 0.3MPa, the quenching time is 8s, the water temperature is 26°C, and the cooling medium is 8-9% water-based quenching liquid.
[0017] Step (3) Subsequent heat treatment: The material treated in step (2) is treated at -73°C or -196°C for 2 hours at a low tem...
Embodiment 2
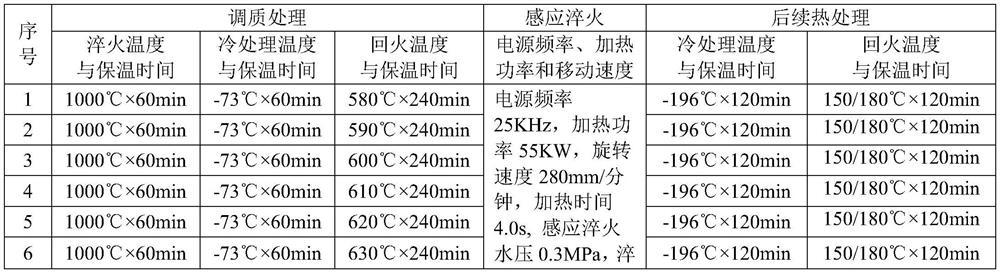
[0021] Step (1) quenching and tempering treatment: quenching, cold treatment and high temperature tempering quenching and tempering treatment of high nitrogen stainless bearing steel, quenching temperature 1000 ℃, holding time 60 minutes, cold treatment temperature -73 ℃, holding time 120 minutes, return to The fire temperature is 580~630℃, and the holding time is 240 minutes;
[0022] Step (2) induction hardening: surface induction hardening is performed on the material processed in step (1) on a high-frequency induction numerical control hardening machine tool, the power frequency is 25KHz, the heating power is 55KW, the device rotation speed is 280mm / min, the heating time is 4.0s, and induction hardening The water pressure is 0.3MPa, the quenching time is 8s, the water temperature is 26°C, and the cooling medium is 8-9% water-based quenching liquid.
[0023] Step (3) Subsequent heat treatment: The material treated in step (2) is treated at -73°C or -196°C for 2 hours at a l...
Embodiment 3
[0027] Step (1) quenching and tempering treatment: quenching, cold treatment and high temperature tempering quenching and tempering treatment of high nitrogen stainless bearing steel, quenching temperature 1000 ℃, holding time 60 minutes, cold treatment temperature -73 ℃, holding time 120 minutes, return to The fire temperature is 580~630℃, and the holding time is 240 minutes;
[0028] Step (2) induction hardening: surface induction hardening is carried out on the material processed in step (1) on a high-frequency induction numerical control hardening machine tool, the power supply frequency is 25KHz, the heating power is 55KW, the device rotation speed is 280mm / min, the heating time is 4.3s, induction hardening The water pressure is 0.3MPa, the quenching time is 8s, the water temperature is 26°C, and the cooling medium is 8-9% water-based quenching liquid.
[0029] Step (3) Subsequent heat treatment: The material treated in step (2) is treated at -73°C or -196°C for 2 hours a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Surface hardness | aaaaa | aaaaa |
| Surface hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More