Thermal insulation plastic meal box and preparation method thereof
A lunch box and plastic technology, applied in the field of thermal insulation plastic lunch boxes and their preparation, can solve the problems of high thermal conductivity and easy cooling of food
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0042] A thermal insulation plastic lunch box is made by the following steps:
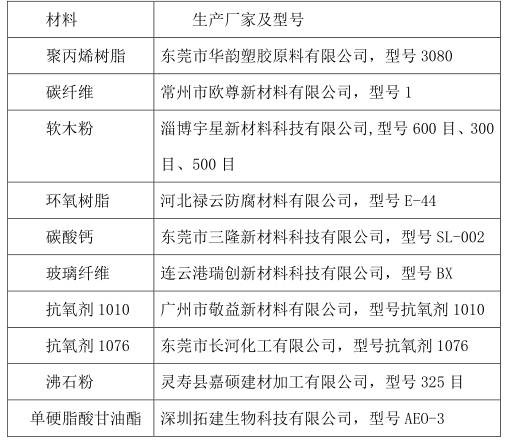
[0043] S1. Weigh 1000g polypropylene resin particles, 40g carbon fiber, 60g particle diameter of 600 mesh cork powder, 60g calcium carbonate, 60g glass fiber, 25g epoxy resin, 2g antioxidant 1010 and 2g antioxidant 1076;
[0044] Mix polypropylene resin, carbon fiber, cork powder, calcium carbonate, and glass fiber, and stir at a speed of 30r / min for 20min to obtain a primary mixture;
[0045] S2, add antioxidant 1010, antioxidant 1076 and epoxy resin in primary mixture, stir 50min with the rotating speed of 40r / min, obtain secondary mixture;
[0046] S3. Add the secondary mixture into a twin-screw extruder for melt extrusion, and use a calender to perform calendering on the extruded material to obtain an insulating polypropylene sheet.
[0047] S4. Blister molding the polypropylene sheet by using a blister forming machine to obtain a molded thermal insulation plastic lunch box.
Embodiment 2
[0049] A thermal insulation plastic lunch box is made by the following steps:
[0050] S1. Weigh 1000g polypropylene resin particles, 20g carbon fiber, 80g particle diameter of 600 mesh cork powder, 60g calcium carbonate, 60g glass fiber, 25g epoxy resin, 2g antioxidant 1010 and 2g antioxidant 1076;
[0051] Mix polypropylene resin, carbon fiber, cork powder, calcium carbonate, and glass fiber, and stir at a speed of 30r / min for 20min to obtain a primary mixture;
[0052] S2, add antioxidant 1010, antioxidant 1076 and epoxy resin in primary mixture, stir 50min with the rotating speed of 40r / min, obtain secondary mixture;
[0053] S3. Add the secondary mixture into a twin-screw extruder for melt extrusion, and use a calender to perform calendering on the extruded material to obtain an insulating polypropylene sheet.
[0054] S4. Blister molding the polypropylene sheet by using a blister forming machine to obtain a molded thermal insulation plastic lunch box.
Embodiment 3
[0056] A thermal insulation plastic lunch box is made by the following steps:
[0057]S1. Weighing 1000g polypropylene resin particles, 10g carbon fiber, 90g particle diameter of 600 mesh cork powder, 60g calcium carbonate, 60g glass fiber, 25g epoxy resin, 2g antioxidant 1010 and 2g antioxidant 1076;
[0058] Mix polypropylene resin, carbon fiber, cork powder, calcium carbonate, and glass fiber, and stir at a speed of 30r / min for 20min to obtain a primary mixture;
[0059] S2, add antioxidant 1010, antioxidant 1076 and epoxy resin in primary mixture, stir 50min with the rotating speed of 40r / min, obtain secondary mixture;
[0060] S3. Add the secondary mixture into a twin-screw extruder for melt extrusion, and use a calender to perform calendering on the extruded material to obtain an insulating polypropylene sheet.
[0061] S4. Blister molding the polypropylene sheet by using a blister forming machine to obtain a molded thermal insulation plastic lunch box.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Particle size | aaaaa | aaaaa |
| Particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com