

Friction welding method with interlayer material added
A friction welding and intermediate layer technology, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of low connection strength, affecting joint performance, poor plasticity, etc., and achieve the effect of easier softening
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0064] Embodiment 1: In this embodiment, the middle layer material is added on the end face of the workpiece to be welded by laser additive manufacturing.
[0065] In the friction welding method of the embodiment of the present invention, the size of the workpiece 1 to be welded is 12.5mm×25mm×50mm, and 12.5mm×25mm is used as the welding end of the workpiece 1 to be welded.
[0066] Step 1: Perform sandblasting pretreatment on the surfaces of the two workpieces 1 to be welded.
[0067] Step 2: Wipe the surfaces of the two workpieces 1 to be welded with alcohol to remove impurities on the surfaces of the workpieces 1 to be welded.
[0068] Step 3: The welding ends of the two workpieces 1 to be welded in step 2 are stacked with the original intermediate layer 2 by the method of laser additive manufacturing, and the material of the laser additive is Ti 2 AlNb or titanium alloy powder. The thickness H of the raw intermediate layer 2 = 8 mm.
[0069] Step 4: Machining the origin...
Embodiment 2
[0073] Embodiment 2: In this embodiment, the intermediate layer material added on the end surface of the workpiece to be welded is mechanically fixed.
[0074] In the friction welding method of the embodiment of the present invention, the size of the workpiece 1 to be welded is 75mm×20mm×130mm, and 75mm×20mm is used as the welding end of the workpiece 1 to be welded.
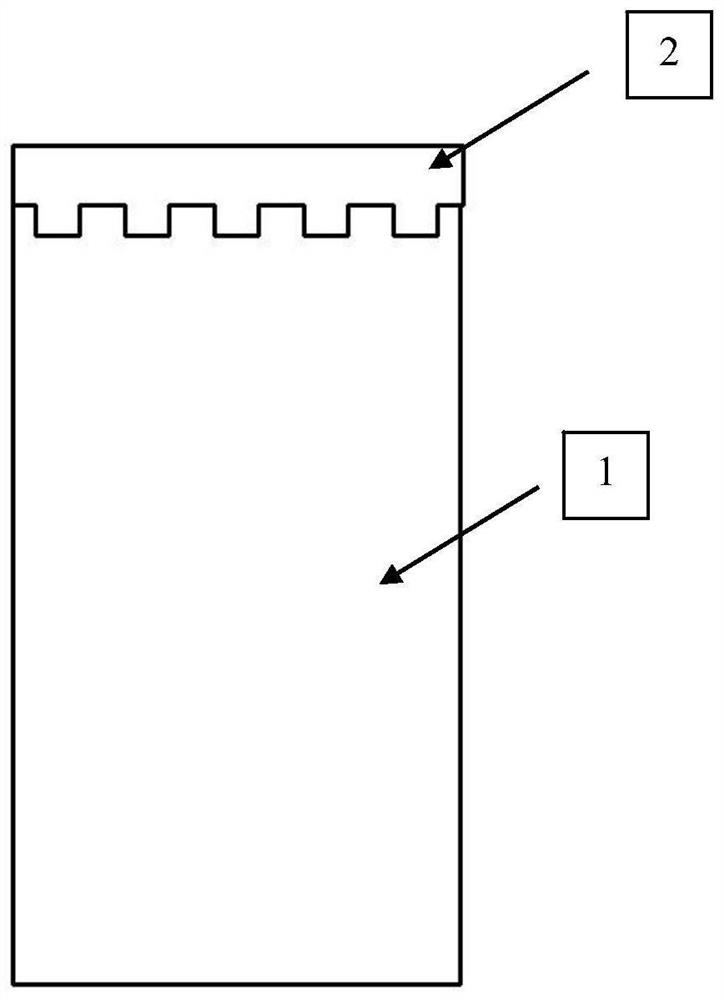
[0075] Step 1: Machining grooves on one end of the two workpieces 1 to be welded, correspondingly setting a boss on the workpiece 2 corresponding to the workpiece 1 to be welded to ensure that the workpiece 1 to be welded and the original intermediate layer can form a good fixation . Wherein the height of the boss and the depth of the groove are both no more than 5mm.
[0076] Step 2: install the workpiece 1 to be welded on the vibrating fixture and the upsetting fixture on the linear friction welding machine respectively, and install the original intermediate layer 2 and the workpiece 1 to be welded together. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More