

High-strength high-toughness medium and large-diameter non-quenched-and-tempered steel for direct cutting and production process thereof
A high-strength toughness, non-quenched and tempered steel technology, applied in the direction of manufacturing tools, metal processing equipment, workpiece surface treatment equipment, etc., can solve the problems of environmental pollution, steel oxidation, increased energy consumption, etc., to promote diffusion and prevent austenite Effect of grain growth and cost reduction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
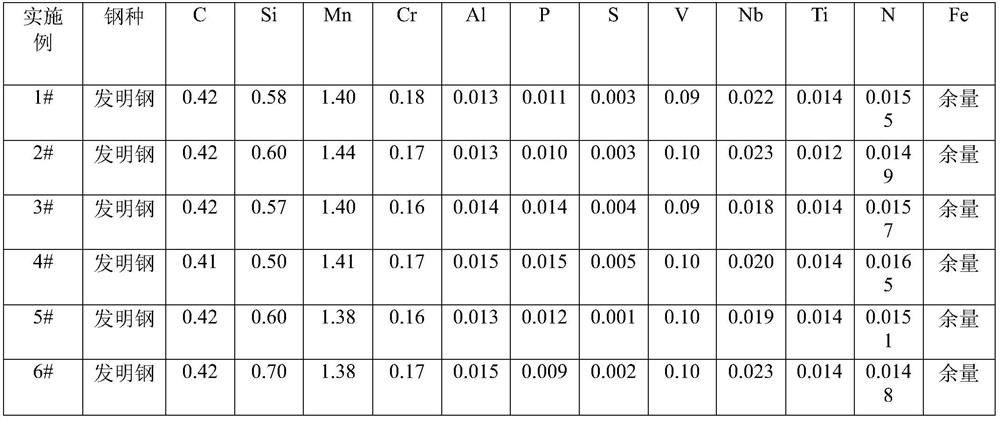
[0036]The diameter of the round steel involved in this embodiment is 140mm, and its chemical composition is calculated by mass percentage: C: 0.42%, Si: 0.58%, Mn: 1.40%, P: 0.011%, S: 0.003%, Cr: 0.18%, V: 0.09%, Nb: 0.022%, Ti: 0.014%, Ni: 0.014%, Mo: 0.011%, Al: 0.013%, Cu: 0.017%, N: 155ppm, H: 1.0ppm, O: 17ppm; balance It is Fe and unavoidable impurities.
[0037] (1) Mix the materials according to the ingredients, after smelting, after smelting, the molten steel is cast into a P500 continuous casting round billet with a superheat of 18-35 °C for the whole process, and the continuous casting billet is ≥500 °C and enters the pit for slow cooling for ≥36 hours; The cast round billet enters the walking beam heating furnace for heating, and is heated in three stages of preheating section, heating section and soaking section. °C, the heating time in the soaking section is 3h; finally the heated billet is obtained;
[0038] (2) After the steel billet is descaled by high-press...
Embodiment 2
[0045] The diameter of the round steel involved in this embodiment is 110mm, and its chemical composition is calculated by mass percentage: C: 0.42%, Si: 0.60%, Mn: 1.44%, P: 0.010%, S: 0.003%, Cr: 0.17%, V: 0.10%, Nb: 0.023%, Ti: 0.012%, Ni: 0.016%, Mo: 0.003%, Al: 0.013%, Cu: 0.020%, N: 149ppm, H: 1.0ppm, O: 20ppm; balance It is Fe and unavoidable impurities.
[0046] (1) Mix the materials according to the ingredients, after smelting, after smelting, the molten steel is cast into a P500 continuous casting round billet with a superheat of 18-35 °C for the whole process, and the continuous casting billet is ≥500 °C and enters the pit for slow cooling for ≥36 hours; The cast round billet enters the walking beam heating furnace for heating, and is heated in three stages of preheating section, heating section and soaking section. At 1240°C, the heating time in the soaking section is 3h; finally the heated billet is obtained;
[0047] (2) After the steel billet is descaled by hi...
Embodiment 3
[0054] The diameter of the round steel involved in this embodiment is 80mm, and its chemical composition is calculated by mass percentage: C: 0.42%, Si: 0.57%, Mn: 1.40%, P: 0.014%, S: 0.004%, Cr: 0.16%, V: 0.09%, Nb: 0.018%, Ti: 0.014%, Ni: 0.013%, Mo: 0.010%, Al: 0.014%, Cu: 0.015%, N: 157ppm, H: 0.8ppm, O: 17ppm; balance It is Fe and unavoidable impurities.
[0055] (1) Mix the materials according to the ingredients, after smelting, after smelting, the molten steel is cast into a P500 continuous casting round billet with a superheat of 18-35 °C for the whole process, and the continuous casting billet is ≥500 °C and enters the pit for slow cooling for ≥36 hours; The cast round billet enters the walking beam heating furnace for heating, and is heated in three stages: preheating section, heating section, and soaking section. 1240°C, the heating time in the soaking section is 2h; finally the heated billet is obtained;
[0056] (2) After the steel billet is descaled by high-pr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More