

Surface quality control method for vanadium-containing high-nitrogen round steel
A control method and surface quality technology, applied in the field of iron and steel metallurgical processing, can solve problems that affect product quality, lack of surface quality research on vanadium-containing high-nitrogen steel, and easy surface cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] This embodiment provides a method for controlling the surface quality of vanadium-containing high-nitrogen steel, wherein the composition of the vanadium-containing high-nitrogen steel is shown in Table 1, which includes the following steps:
[0050] (1) In the production of continuous casting slabs, the secondary cooling water adopts a weak cooling method, and the cooling intensity is set at 0.23±0.02L / kg;
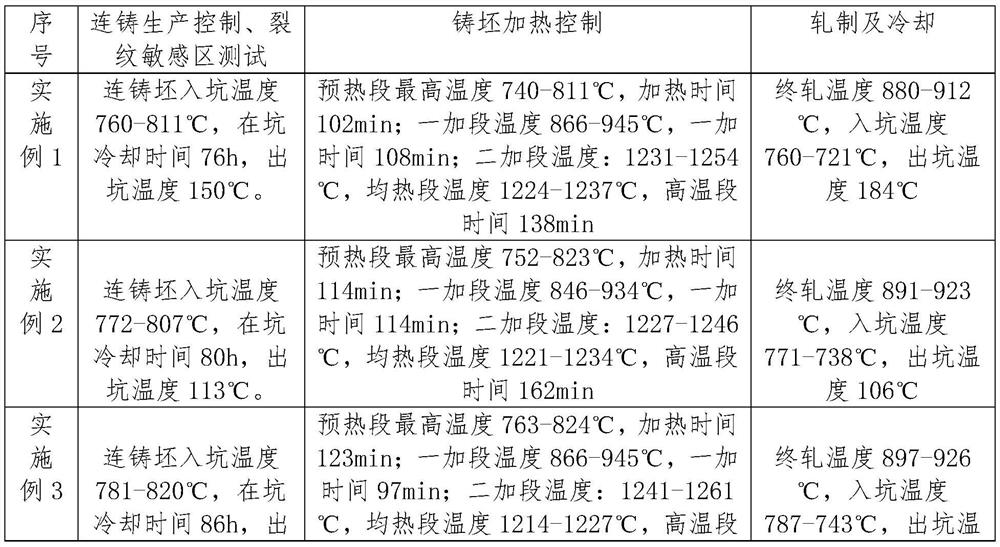
[0051] (2) Put the continuous casting slab into the slow cooling pit, the temperature of the continuous casting slab is controlled at 760-811°C when entering the pit, the cooling time in the pit is 76h, and the temperature out of the pit is 150°C;
[0052] (3) Use the Gleeble simulation testing machine to conduct high-temperature tensile tests to obtain a crack-sensitive temperature range of 580-660°C;
[0053] (4) For the surface inspection process of continuous casting slabs, visually check whether there are cracks on the surface and corners of each slab. Cracks...
Embodiment 2
[0059] The composition of vanadium-containing high-nitrogen steel is as shown in Table 1, and it comprises the following steps:
[0060] (1) In the production of continuous casting slabs, the secondary cooling water adopts a weak cooling method, and the cooling intensity is set at 0.23±0.02L / kg;
[0061] (2) Put the continuous casting slab into the slow cooling pit, the temperature of the continuous casting slab is controlled at 772-807°C when entering the pit, the cooling time in the pit is 80h, and the temperature out of the pit is 113°C;
[0062] (3) For the surface inspection process of continuous casting slabs, visually check whether there are cracks on the surface and corners of each slab. Cracks; if cracks are found by visual inspection or low-magnification samples, peel the billets one by one (single-side peeling ≥ 3mm);
[0063] (4) Conduct surface inspection on the continuous casting slab to be heated, adopt four-stage heating control, and perform preheating, first-...
Embodiment 3
[0068] The composition of vanadium-containing high-nitrogen steel is as shown in Table 1, and it comprises the following steps:
[0069] (1) In the production of continuous casting slabs, the secondary cooling water adopts a weak cooling method, and the cooling intensity is set at 0.23±0.02L / kg;
[0070] (2) Put the continuous casting slab into the slow cooling pit, the temperature of the continuous casting slab is controlled at 781-820°C when entering the pit, the cooling time in the pit is 86h, and the temperature out of the pit is 87°C;
[0071] (3) For the surface inspection process of continuous casting slabs, visually check whether there are cracks on the surface and corners of each slab. Cracks; if cracks are found by visual inspection or low-magnification samples, peel the billets one by one (single-side peeling ≥ 3mm);
[0072] (4) Conduct surface inspection on the continuous casting slab to be heated, adopt four-stage heating control, and perform preheating, first-s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More