

Surface post-treatment method for 3D printing copper alloy contact material
A contact material and 3D printing technology, applied in the field of metal powder processing, can solve the problems of unsuitable surface treatment of the original parts of 3D printed copper alloy contacts, unable to meet market demand, affecting the reuse of abrasives, etc., achieving low cost and good quality. Use effects, avoid over-sanding effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
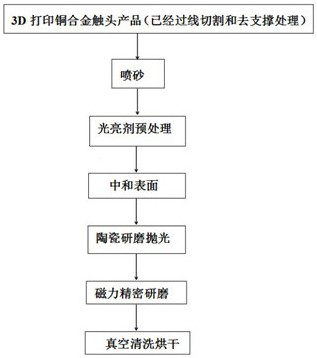
[0044] Such as figure 1 The surface post-treatment method of a kind of 3D printing copper alloy contact material shown, comprises the following steps:
[0045] S1: sandblasting
[0046] Make the spray gun of the sandblasting equipment 50mm away from the surface of the copper alloy contact, spray sandblasting abrasives to sandblast and polish the surface of the copper alloy contact for 5 minutes; Sandblasting abrasive on the inner wall of the hole;
[0047] The sandblasting abrasive adopts high-strength sandblasting glass beads with a specification of 200 mesh;
[0048] S2: brightener pretreatment
[0049] First put the copper alloy contacts and cleaning tool obtained in step S1 into the PP liquid storage tank, then configure the precision environmental protection cleaning agent and deionized water according to the volume ratio of 1:10 to form an activation solvent, and put them into the PP liquid storage tank , until the liquid surface submerges the copper alloy contact; ...
Embodiment 2
[0068] A method for post-processing the surface of a 3D printed copper alloy contact material, comprising the following steps:
[0069] S1: sandblasting
[0070] Make the spray gun of the sandblasting equipment 150mm away from the surface of the copper alloy contact, spray sandblasting abrasives to sandblast and polish the surface of the copper alloy contact for 15 minutes; Sandblasting abrasive on the inner wall of the hole;
[0071] The sandblasting abrasive is made of high-strength sandblasting glass beads with a specification of 320 mesh;
[0072] S2: brightener pretreatment
[0073] First put the copper alloy contacts and cleaning tool obtained in step S1 into the PP liquid storage tank, then configure the precision environmental protection cleaning agent and deionized water according to the volume ratio of 1:10 to form an activation solvent, and put them into the PP liquid storage tank , until the liquid surface submerges the copper alloy contact;
[0074] Treat for ...
Embodiment 3
[0092] A method for post-processing the surface of a 3D printed copper alloy contact material, comprising the following steps:
[0093] S1: sandblasting
[0094] Make the spray gun of the sandblasting equipment 100mm away from the surface of the copper alloy contact, spray sandblasting abrasives to sandblast and polish the surface of the copper alloy contact for 10 minutes; Sandblasting abrasive on the inner wall of the hole;
[0095] The sandblasting abrasive adopts high-strength sandblasting glass beads with a specification of 260 mesh;
[0096] S2: brightener pretreatment
[0097] First put the copper alloy contacts and cleaning tool obtained in step S1 into the PP liquid storage tank, then configure the precision environmental protection cleaning agent and deionized water according to the volume ratio of 1:10 to form an activation solvent, and put them into the PP liquid storage tank , until the liquid surface submerges the copper alloy contact;
[0098] Treat for 210s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More