

Electric welding forming method for large-size amorphous alloys and bulk amorphous alloys
An amorphous alloy, welding forming technology, applied in non-electric welding equipment, welding equipment, laser welding equipment, etc., can solve problems affecting welding quality, uneven heat, slow welding speed, etc., to improve welding quality and welding efficiency, Guaranteed heating temperature and uniform heat production effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0042] A discharge welding forming method for large-size amorphous alloys disclosed in this embodiment includes the following steps:
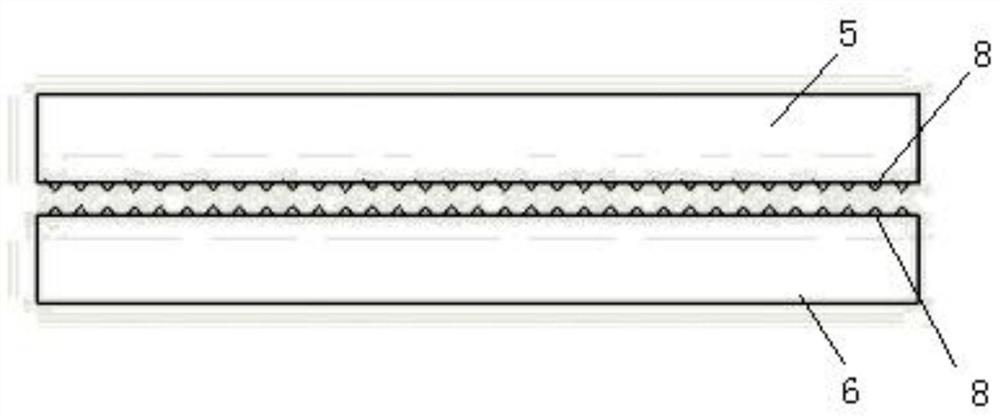
[0043] S1: Laser processing the surfaces of the first amorphous alloy 5 and the second amorphous alloy 6 to be welded as follows figure 2 The tapered microstructure 8 is shown. Wherein the composition of the first amorphous alloy 5 and the second amorphous alloy 6 is Zr 66 Al 18 Ni 26 , Tg is 398.85°C, Tx is 434.45°C, the processed amorphous alloy is placed in ethanol for ultrasonic cleaning for 5 minutes, and then dried in a drying oven for 15 minutes to ensure that the surface is free of pollutants.
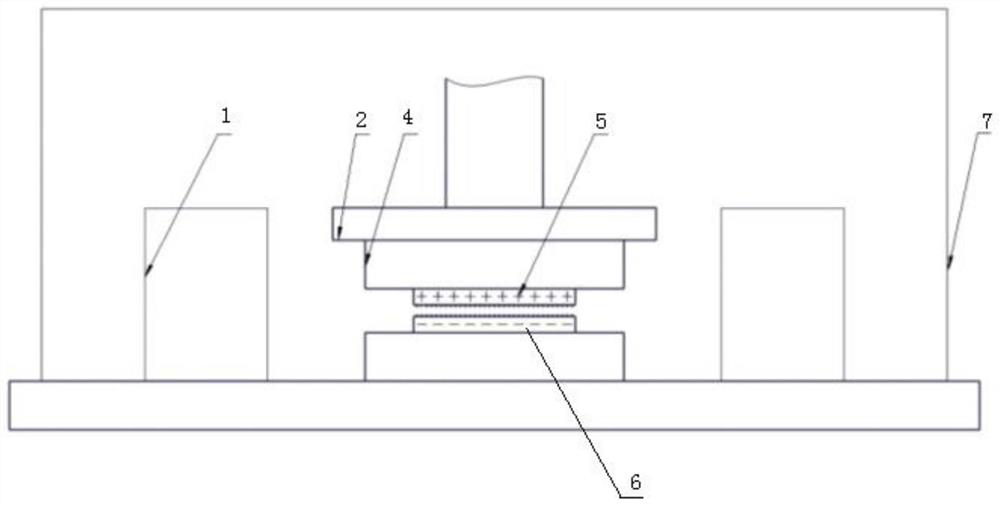
[0044] S2: install the processed first amorphous alloy 5 and the second amorphous alloy 6 on the figure 1 On the upper and lower clamps 4 of the shown precision mobile platform, then adjust the precision mobile platform so that the microstructure surfaces of the first amorphous alloy 5 and the second amorphous alloy 6 are opposite, and the ...
Embodiment 2
[0049] A discharge welding forming method for large-size amorphous alloys disclosed in this embodiment includes the following steps:
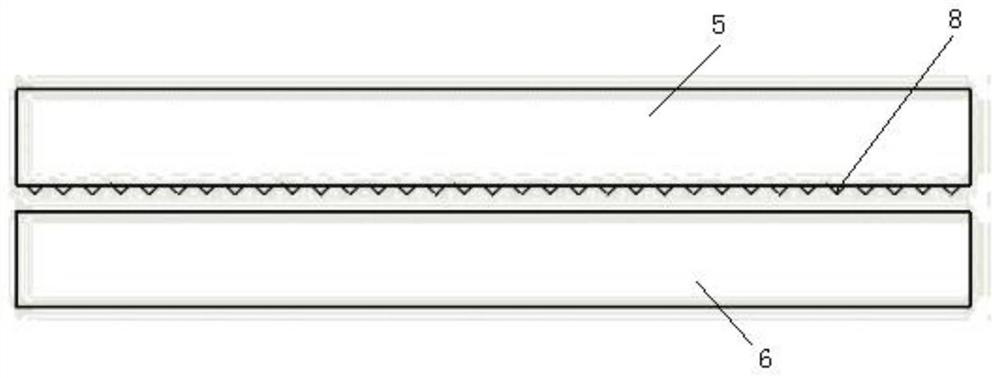
[0050] S1: the surface of the first amorphous alloy 5 to be welded and the surface of the second amorphous alloy 6 are processed by laser such as image 3 The shown tapered microstructures 8 and tapered hole microstructures 8 (not shown in the figure). Wherein the composition of the first amorphous alloy 5 is Cu 54 Zr 42.5 Al 3.5 , Tg is 443.85°C, and Tx is 491.85°C. The composition of the second amorphous alloy 6 is Zr 60 Al 13.3 co 26.7 , Tg is 444.85 ° C, Tx is 483.85 ° C, the processed amorphous alloy is placed in ethanol for ultrasonic cleaning for 5 minutes, and then dried in a drying oven for 15 minutes to ensure that the surface is free of pollutants.
[0051] S2: install the processed first amorphous alloy 5 and the second amorphous alloy 6 on the figure 1 On the upper and lower clamps 4 of the shown precision mobile platform, ...
Embodiment 3
[0056] A discharge welding forming method for large-size amorphous alloys disclosed in this embodiment includes the following steps:
[0057] S1: the surface of the first amorphous alloy 5 to be welded and the surface of the second amorphous alloy 6 are processed by laser such as Figure 4 As shown in the millimeter-scale microstructure 8, a nano-scale conical microstructure is further processed on the millimeter-scale microstructure 8, so that more discharge tips can be added. Wherein the composition of the first amorphous alloy 5 is Fe 67 co 10 Tb 3 B 20 , Tg is 521.85°C, and Tx is 557.85°C. The composition of the second amorphous alloy 6 is Zr 55 Al 20 co 25 , Tg is 490.85 ° C, Tx is 565.85 ° C, the processed amorphous alloy is placed in ethanol for ultrasonic cleaning for 5 minutes, and then dried in a drying oven for 15 minutes to ensure that the surface is free of pollutants.
[0058] S2: install the processed first amorphous alloy 5 and the second amorphous allo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Magnetic induction | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More