Semiconductor structure and forming method thereof, and semiconductor device and forming method thereof
A semiconductor and conductive structure technology, applied in semiconductor devices, semiconductor/solid-state device manufacturing, electrical components, etc., can solve problems such as poor electrical performance of semiconductor structures
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] It can be seen from the background art that the current semiconductor structure still has the problem of poor electrical performance. Combining with a semiconductor structure, the reasons for the poor electrical performance of the semiconductor structure are analyzed.
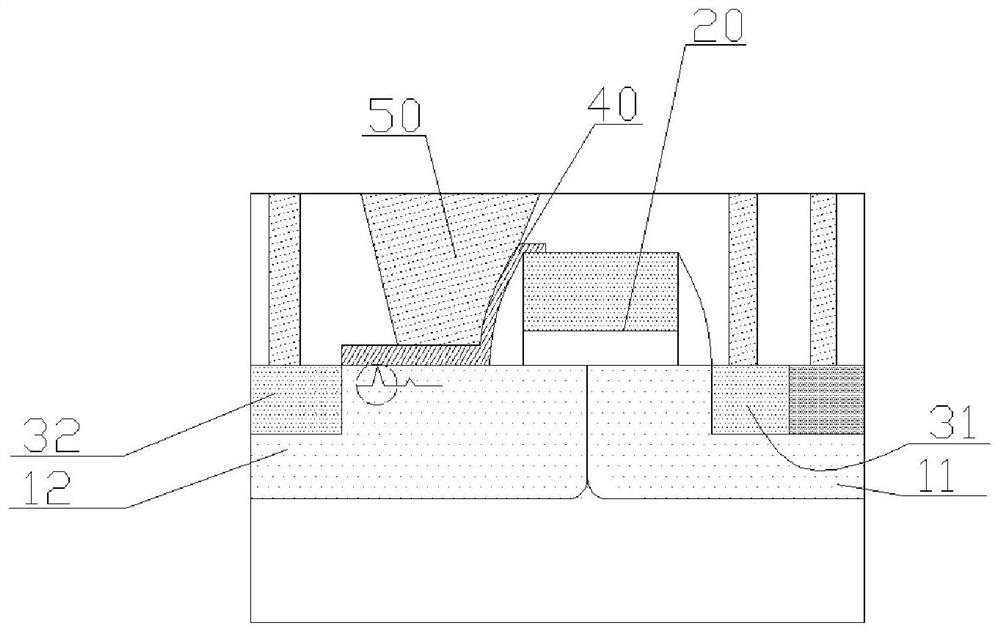
[0019] refer to figure 1 , figure 1 A schematic structural view of a semiconductor structure is shown.
[0020] The semiconductor structure shows a design of an LDMOS, and the semiconductor structure includes: a substrate in which an adjacent well region 11 and a drift region 12 are formed; a gate structure 20 located in the well region 11 Above the substrate at the junction with the drift region 12; the source region 31 is located in the well region 11 on one side of the gate structure 20; the drain region 32 is located in the drift region 12 on the other side of the gate structure 20 . The isolation layer 40 covers part of the top and sidewall of the gate structure 20 and covers the base on the lef...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More