

IGBT (Insulated Gate Bipolar Translator) welding process method
A welding process and solder paste technology, applied in the field of IGBT welding process, can solve the problems of difficult mold removal, affecting product appearance, cavity deterioration, etc., to eliminate missing dents and agglomerations, reduce product appearance failure, reduce tin beads and tin bridge effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
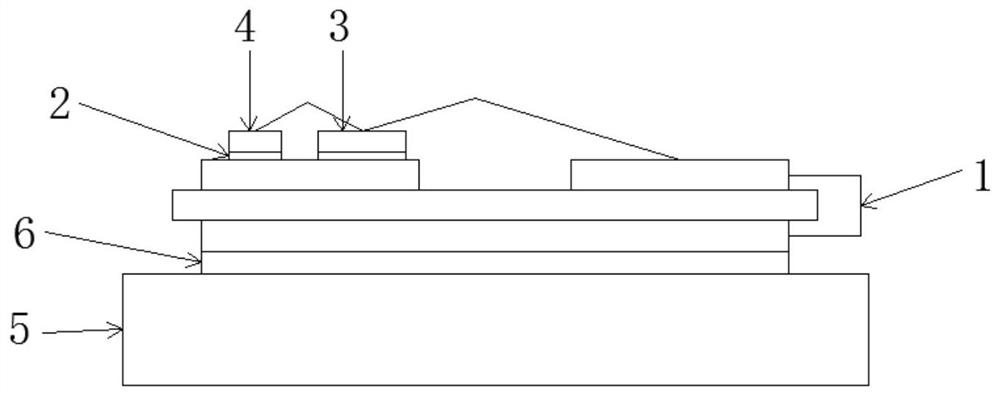
[0032] An IGBT welding process method, IGBT welding materials include DBC ceramic copper clad laminate 1, high temperature solder paste 2, IGBT chip 3, FRD chip 4, metal substrate 5 and low temperature solder paste 6, the specific steps of the welding process include the following steps:
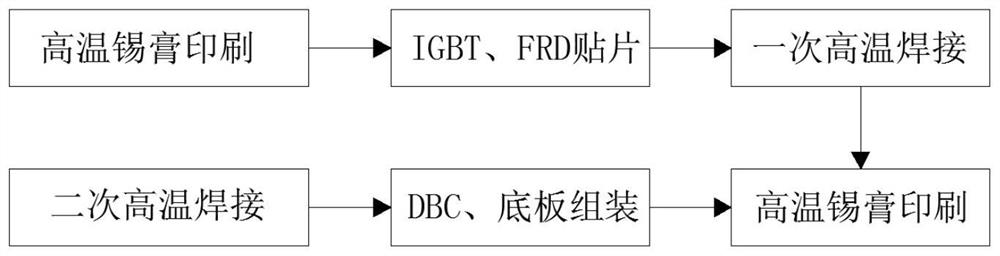
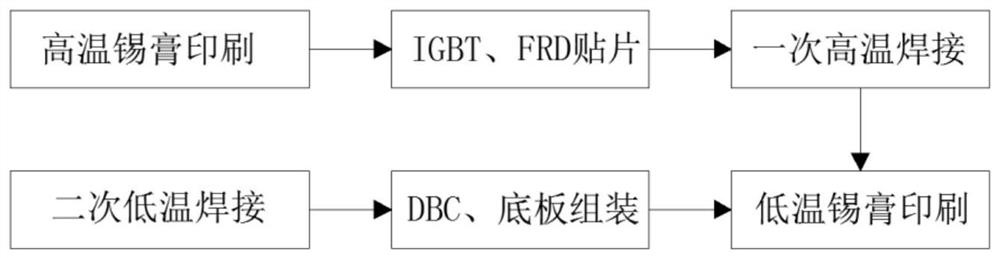
[0033] S1: Print a layer of high-temperature solder paste 2 on the upper surface of the DBC ceramic copper clad laminate 1;
[0034] S2: Place the IGBT chip 3 and the FRD chip 4 on the high-temperature solder paste 2 by an automatic placement machine;
[0035] S3: Load the DBC ceramic copper-clad laminate 1 with the chip attached into the vacuum welding furnace, and perform a high-temperature welding;
[0036] S4: printing a layer of low-temperature solder paste 6 on the upper surface of the metal substrate 5;
[0037] S5: Assemble the DBC ceramic copper-clad laminate 1 after high-temperature welding in step S3 and the metal substrate 5 coated with low-temperature solder paste 6 on the uppe...
Embodiment 2
[0041] An IGBT welding process method, IGBT welding materials include DBC ceramic copper clad laminate 1, high temperature solder paste 2, IGBT chip 3, FRD chip 4, metal substrate 5 and low temperature solder paste 6, the specific steps of the welding process include the following steps:
[0042] S1: Print a layer of high-temperature solder paste 2 on the upper surface of the DBC ceramic copper clad laminate 1;
[0043] S2: Place the IGBT chip 3 and the FRD chip 4 on the high-temperature solder paste 2 by an automatic placement machine;
[0044] S3: Load the DBC ceramic copper-clad laminate 1 with the chip attached into the vacuum welding furnace, and perform a high-temperature welding;
[0045] S4: printing a layer of low-temperature solder paste 6 on the upper surface of the metal substrate 5;
[0046] S5: Assemble the DBC ceramic copper-clad laminate 1 after high-temperature welding in step S3 and the metal substrate 5 coated with low-temperature solder paste 6 on the uppe...
Embodiment 3
[0050] An IGBT welding process method, IGBT welding materials include DBC ceramic copper clad laminate 1, high temperature solder paste 2, IGBT chip 3, FRD chip 4, metal substrate 5 and low temperature solder paste 6, the specific steps of the welding process include the following steps:
[0051] S1: Print a layer of high-temperature solder paste 2 on the upper surface of the DBC ceramic copper clad laminate 1;
[0052] S2: Place the IGBT chip 3 and the FRD chip 4 on the high-temperature solder paste 2 by an automatic placement machine;
[0053] S3: Load the DBC ceramic copper-clad laminate 1 with the chip attached into the vacuum welding furnace, and perform a high-temperature welding;
[0054] S4: printing a layer of low-temperature solder paste 6 on the upper surface of the metal substrate 5;
[0055] S5: Assemble the DBC ceramic copper-clad laminate 1 after high-temperature welding in step S3 and the metal substrate 5 coated with low-temperature solder paste 6 on the upper ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More