

Infrared ultrafast laser welding method and system between glass
A laser welding and infrared super technology, applied in laser welding equipment, welding equipment, metal processing equipment and other directions, can solve the problem of the difficulty of guaranteeing the energy consistency of the two-photon multi-photon pulse train, the inconsistency of the welding quality in the time domain and the space domain, and roughness. Incomplete consistency and other problems, the welding area is fine and clear, the roughness is almost the same, and the consistency is good.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
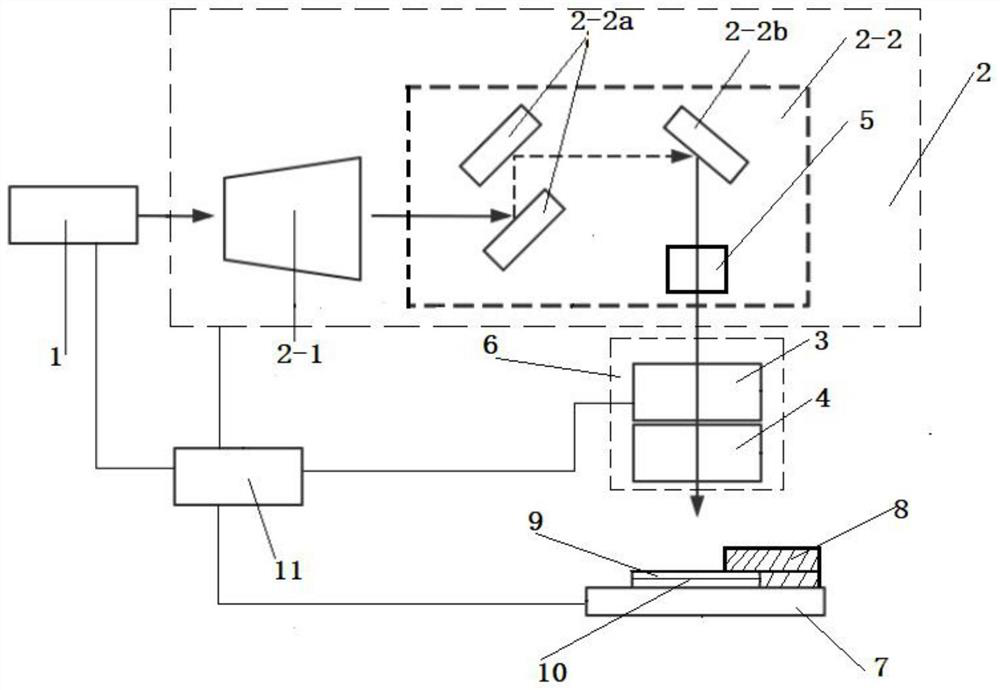
[0065] The laser is connected to the computer installed with the laser welding system software through the data line, and the computer inputs the controlled laser power, scanning speed, and repetition frequency signals to the laser. The laser is an all-solid-state picosecond laser with a laser wavelength of 1064±5nm. The controller receives the pulse synchronization signal of the laser, and simultaneously controls the optical path, vibrating mirror, field mirror and six-axis motion system to complete welding.
[0066] The locked emission frequency is 50KHz; the single pulse energy is 50uJ. The single pulse width is 15ps.
[0067] The distance between the laser dynamic focusing module and the laser transmission direction is ±10mm.
[0068] The shaping optical path is a beam expanding optical path with a magnification of 5 times.
[0069] The beam transmission optical path is composed of a transmission optical path with a transmission distance of 500mm.
[0070] The depth of ...
Embodiment 2
[0078] Basically the same as Example 1, the difference is that,
[0079] The locking emission frequency is 10KHz; the single pulse energy is 1000uJ. The single pulse width is 1ps.
[0080] The distance between the laser dynamic focusing module and the laser transmission direction is ±5mm.
[0081] The shaping optical path is a beam expanding optical path with a magnification of 8 times.
[0082] The beam transmission optical path is composed of a transmission optical path with a transmission distance of 1000mm.
[0083] The field lens is an F-θ field lens with a focal length of 300mm.
[0084] The minimum area resolution feature size of the microstructure forming the solder pattern is 0.5mm 2 .
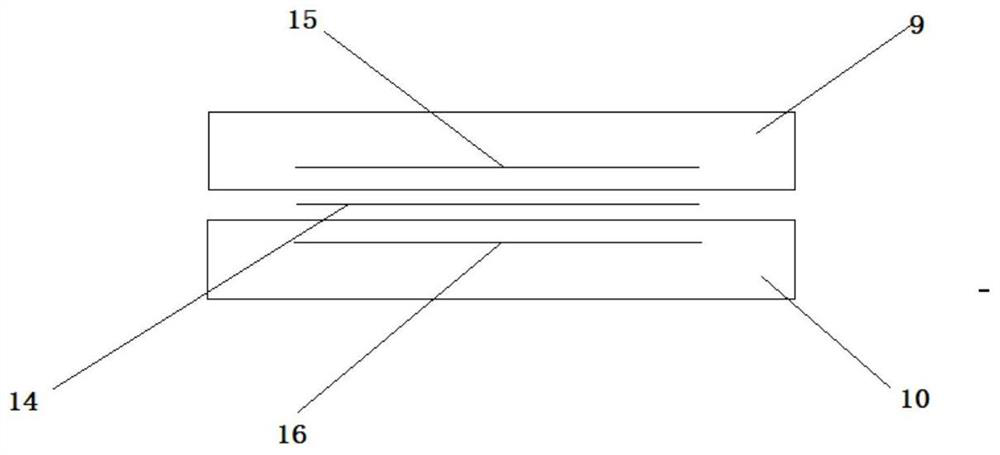
[0085] The laser beam passes through the transparent material to carry out laser welding on the working surface, specifically the welding at the interface position of the two workpieces, a total of one welding surface.
[0086] Welding effect such as Figure 5 , 6 shown.
PUM
| Property | Measurement | Unit |
|---|---|---|
| area | aaaaa | aaaaa |
| wavelength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More