Laser metal deposition preparation method for boss structure of engine diffuser
A diffuser and engine technology, applied in the direction of additive manufacturing, process efficiency improvement, additive processing, etc., can solve problems such as long engine maintenance cycle, high-energy beam laser heating, and parts collapse, so as to reduce the amount of machining and improve Efficiency, impact reduction effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
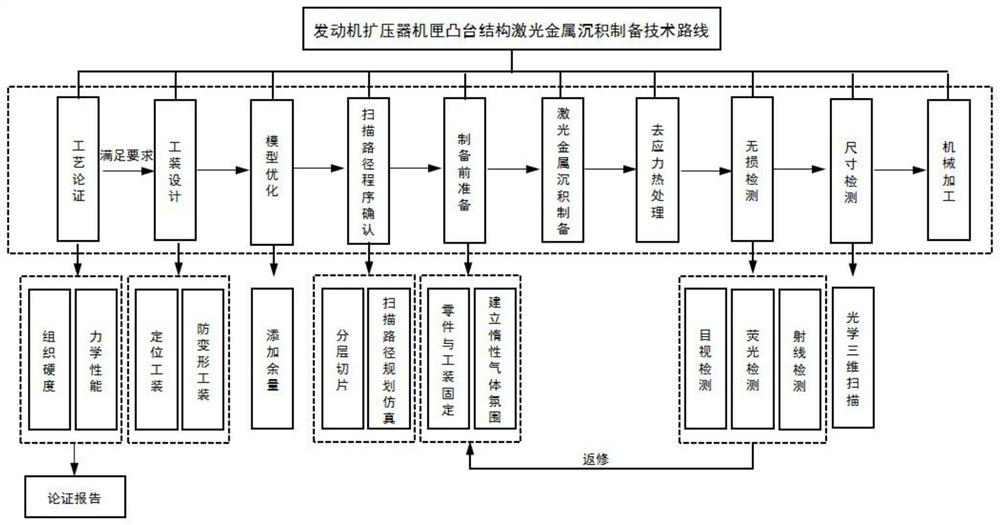
[0042] A direct laser preparation method for an engine diffuser casing boss structure, comprising the following steps:
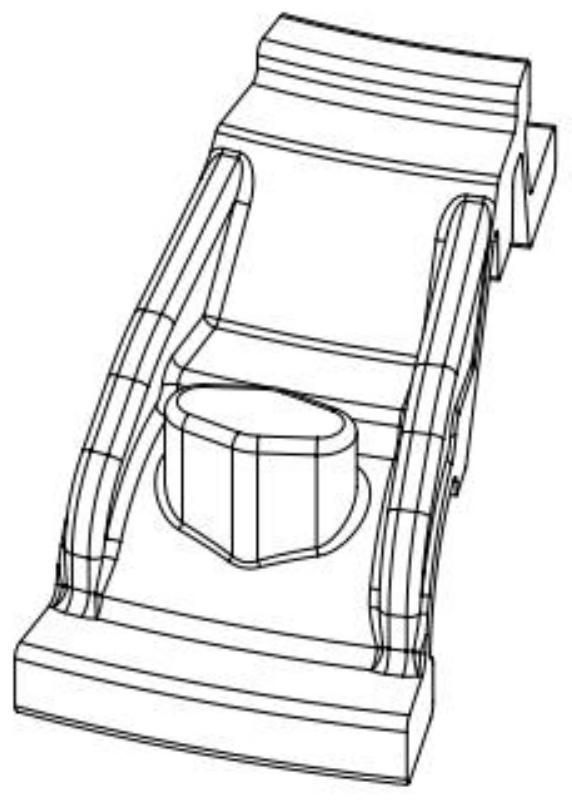
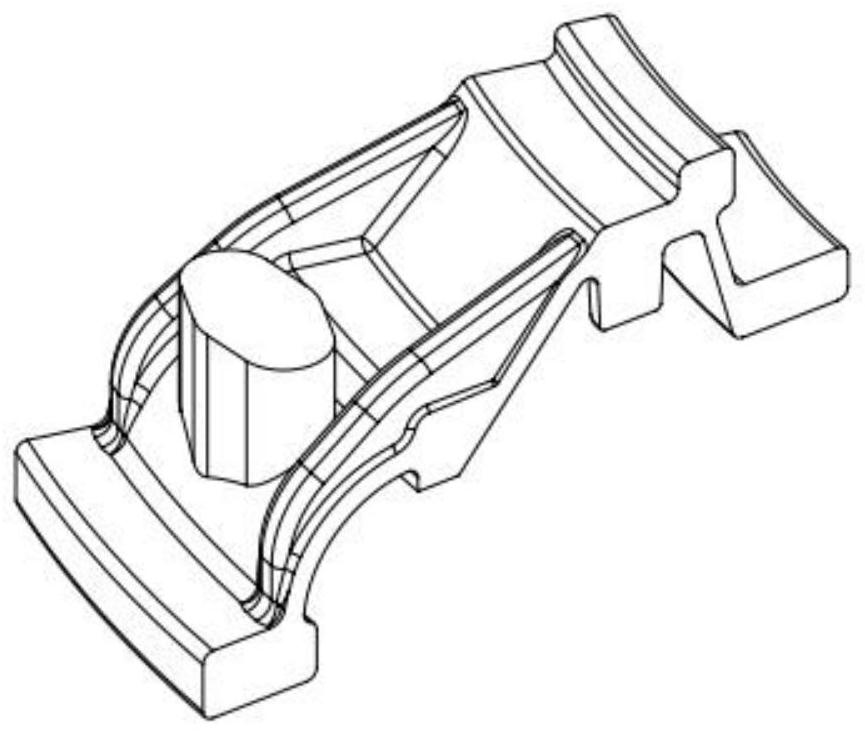
[0043] 1. The engine diffuser case boss is missing.
[0044] The material is: ZTA15, the size of the missing boss is about 40mm×25mm×30mm, the shape is elliptical, and the base surface of the area to be prepared is an arc surface.
[0045] 2. The preparation process is implemented.
[0046] (1) Through the process optimization in the early stage, the microstructure hardness and mechanical properties under the optimal process parameters for the preparation of the diffuser casing boss are obtained, and the index requirements are met, and a process demonstration report is output;
[0047] (2) According to the structural characteristics of the engine diffuser casing, the positioning tooling is designed to ensure that the offline simulation and scanning path planning accuracy reach 0.1mm. At the same time, the anti-deformation conformal tooling 15 is designed an...
specific Embodiment approach 2
[0070] A direct laser preparation method for an engine diffuser casing boss structure, comprising the following steps:
[0071] 1. The engine diffuser case boss is missing.
[0072] The material is: ZTA15, the height of the boss is out of tolerance by about 10mm, and the base surface of the area to be prepared is flat.
[0073] 2. The preparation process is implemented.
[0074] (1) According to the previous process demonstration report, the optimal process parameters were used to prepare the engine diffuser case boss by laser metal deposition.
[0075] (2) According to the structural characteristics of the engine diffuser casing, the positioning tooling is designed to ensure that the offline simulation and scanning path planning accuracy reach 0.1mm. At the same time, the anti-deformation conformal tooling is designed and manufactured, which has the functions of water cooling and air cooling, and controls the preparation to be prepared. The deformation of the part itself in...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com