

Frozen forming method for large tailored plate aluminum alloy component
a technology of aluminum alloy and forming method, which is applied in the field of sheet metal forming, can solve the problems of reducing precision, failure to meet use requirements, and causing a relative high degree of distortion, so as to reduce friction and forming force, and avoid microstructure damage.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
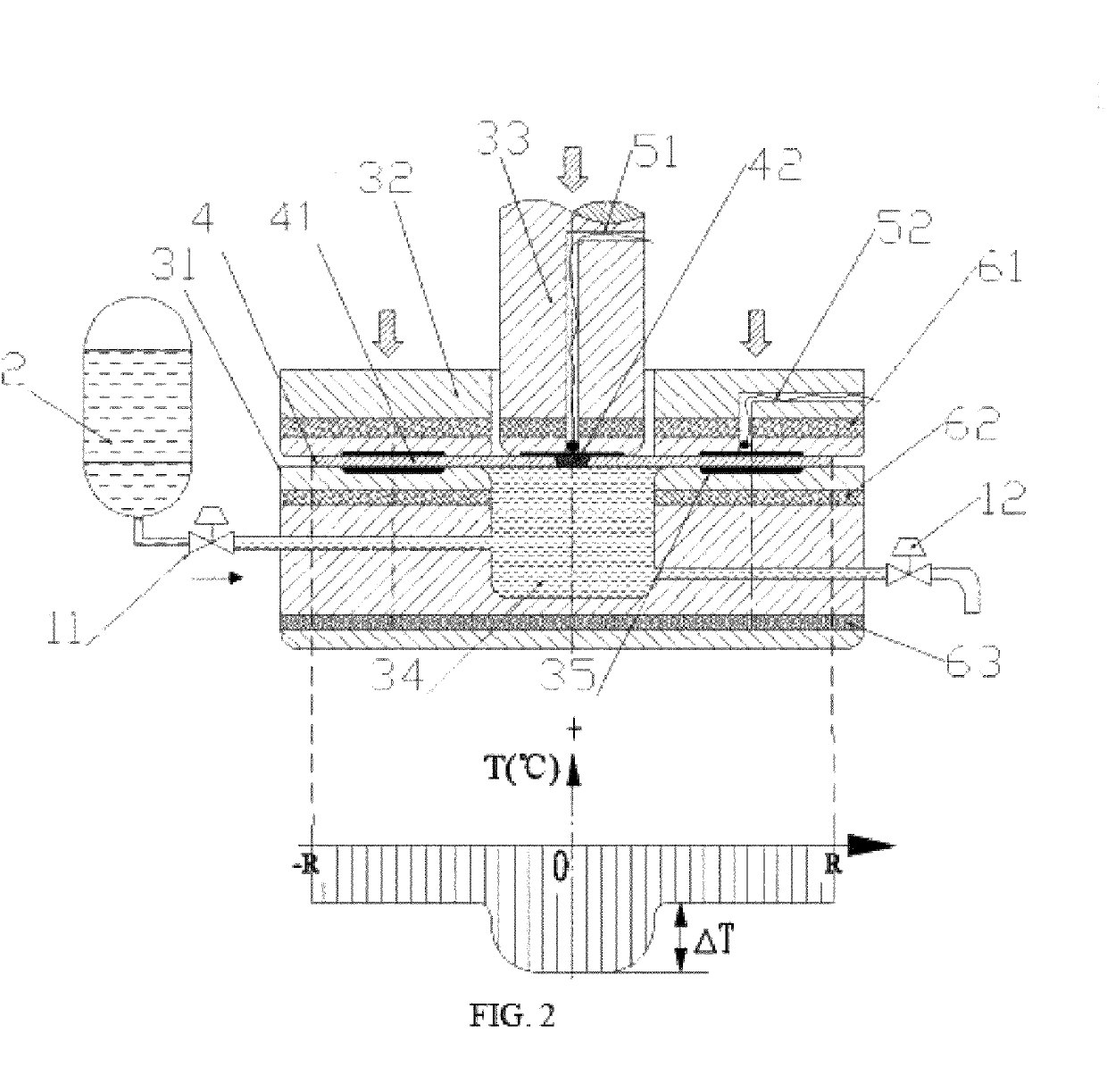
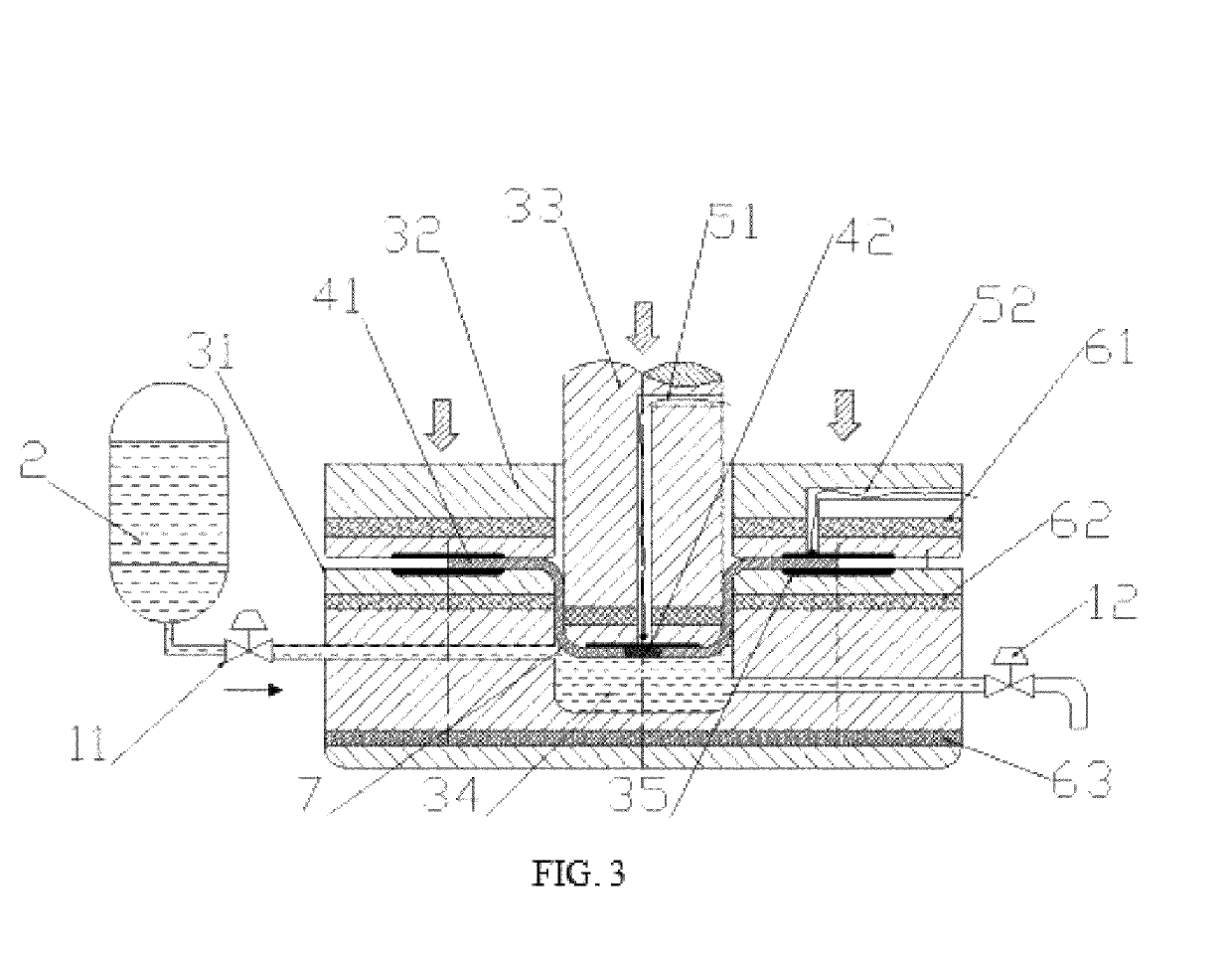
[0040]Please refer to FIG. 2, FIG. 3 and FIG. 4. FIG. 2 is a schematic diagram of initial status / setup of frozen forming for a flat-bottom cylindrical component 7 using the aluminum alloy (FSW) tailor-welded plate 4 in this illustrated example 1; For the sake of simplicity, the tailor-welded flat bottom cylindrical component 7 is also called the aluminum alloy tailor-welded component 7 and the flat-bottom cylindrical component 7 in the following descriptions. FIG. 3 is a schematic diagram of final status of frozen forming method for the flat-bottom cylindrical component 7 using the aluminum alloy (FSW) tailor-welded plate 4 in this example 1; FIG. 4 shows a flat-bottom cylindrical component 7 fabricated by frozen forming using the aluminum alloy FSW tailor-welded plate 4 in this example 1; The example 1 provides a freeze-forming method for a flat-bottom cylindrical component 7 using the aluminum alloy FSW tailor-welded plate 4 which is of a large-size, wherein an aluminum alloy plat...
example 2
[0046]This example provides a frozen forming method for a flat-bottom cylindrical component structure, also referred to as flat-bottom cylindrical component herein below, using an aluminum alloy FSW tailor-welded plate, and differs from Example 1 in that the aluminum alloy plate is an Al—Cu—Mg alloy, and particularly an annealing status 2024 aluminum alloy tailor-welded plate with a thickness of 7 mm. Parameters for friction stir welding performed on the aluminum alloy plate are as follows: the welding advancing speed is 200 mm / min and the welding rotating speed is 1000 rpm; and the diameter of a circular blank is 2700 mm and one weld joint is located at a symmetric axis of the aluminum alloy plate. A flat-bottom cylindrical rigid tool with the diameter of 2250 mm is adopted, and includes a punch 33, a die 31 and a blank holder 32, wherein a cooling chamber 34 is preset in the die 31. The further specific steps for the frozen forming process of example 2 are as follows:[0047]step 1,...
example 3
[0052]Please refer to FIG. 5, FIG. 6 and FIG. 7. FIG. 5 is a schematic diagram of initial status of frozen forming for a hemispherical (aluminum alloy tailor-welded) component 7 using an aluminum alloy FSW tailor-welded plate in Example 4 of the present invention; FIG. 6 is a schematic diagram of final status of frozen forming for the hemispherical (aluminum alloy tailor-welded) component 7 using the aluminum alloy FSW tailor-welded plate in Example 4 of the present invention; FIG. 7 shows a hemispherical (aluminum alloy tailor-welded) component 7 fabricated by frozen forming using the aluminum alloy FSW tailor-welded plate in Example 4 of the present invention The example 3 provides a frozen forming method for a hemispherical component using an aluminum alloy FSW tailor-welded plate, wherein an aluminum alloy plate is an Al—Cu—Mn alloy, and particularly an annealing status 2219 aluminum alloy tailor-welded plate with the thickness of 8 mm. Parameters for friction stir welding perfo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| temperature | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More