

Manufacturing method of surface-quenching chromium-plating winded-welding roller
A manufacturing method and roll welding technology, which is applied in the field of metallurgical processing and manufacturing, can solve problems such as uneven roughness, easy cracks, and low weld hardness, and achieve the effects of saving rough materials, shortening the production cycle, and reducing manufacturing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
preparation example Construction
[0028] The preparation method of the existing surface quenching chrome-plated coil welding roller comprises the following steps,
[0029] a. Blanking and hot rolling: the roll body 1 is blanked with steel plate, and the roll body 1 is hot-bent after preheating to ensure that the inner circle size tolerance is ±5mm.
[0030] b. Welding and post-weld tempering heat treatment: use acetylene oxygen cutting groove butt welding, heat the welded roller body 1 to 500±5°C~550°C±5°C, keep it warm for 3±0.5 hours and then furnace cool.
[0031] c. Rough turning: turning the inner hole and outer circle of the roller body 1, and the surface roughness is above Ra6.3.
[0032] d. Surface quenching: the quenching temperature is 920℃~930℃±5℃, and the continuous quenching method is adopted.
[0033] e. Semi-finished turning: according to the outer circle of the blank of the roller body 1, it is accurately aligned to within 3mm, the outer circle of the turning is 2mm, and the inner holes at bot...
Embodiment 1
[0054] According to processing step of the present invention, implement under the following technical requirements and conditions,
[0055] a. Process the coil welding groove on the welding end of the blanked steel plate. The groove is a 30° V-shaped groove on one side, and then heat-bend the roll body 1 after preheating.
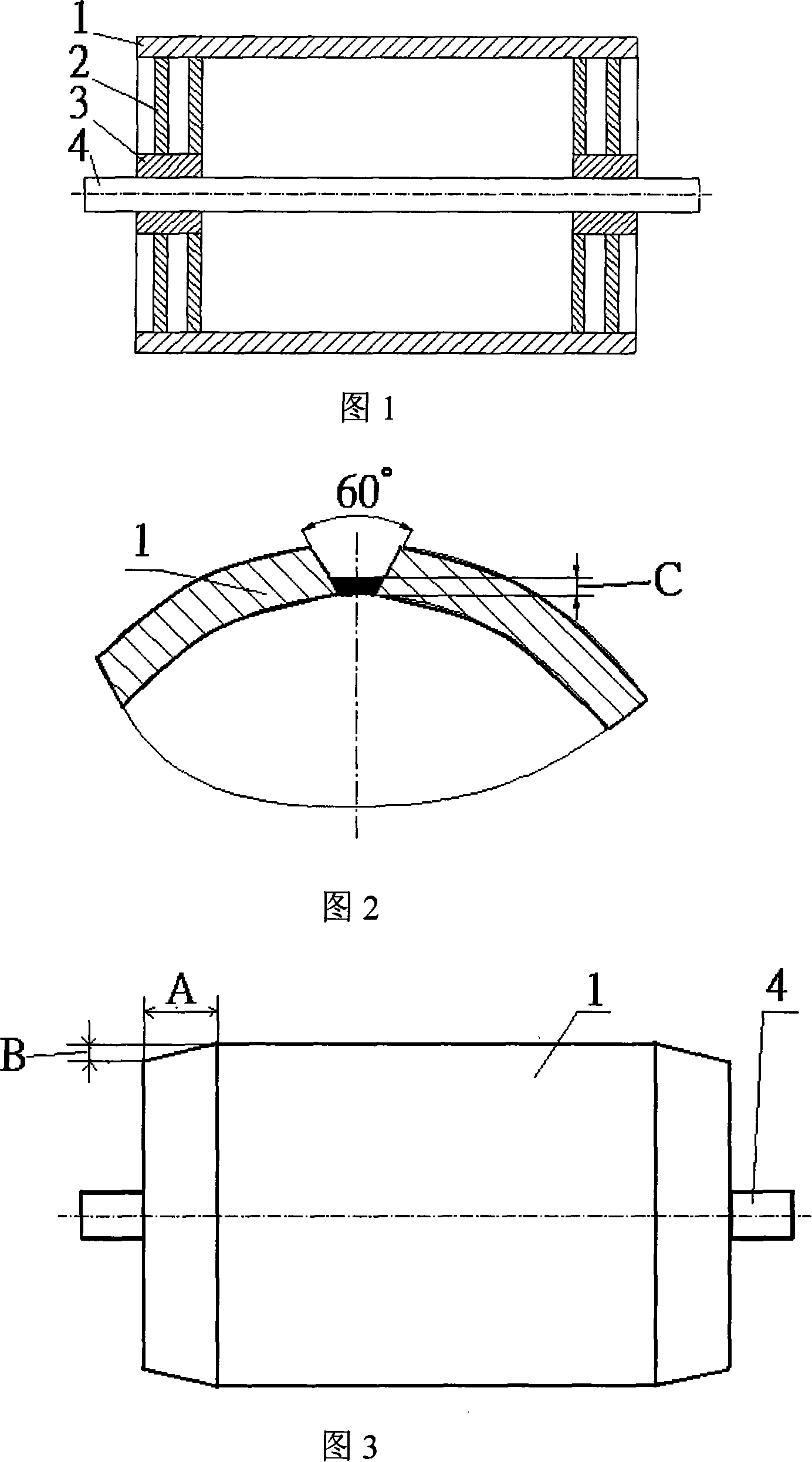
[0056] b. For the groove bottoming welding and groove processing in step a, a low carbon steel electrode is used for the bottoming of the weld, and the bottoming welding height C is 0.30 of the groove height, as shown in Figure 2. The side and bottom surface of the 60° flat bottom groove are planed and welded again to reach Ra12.5. Automatic welding is used. The top layer is surfacing with Gr-Mo alloy welding wire. The welded roll body 1 is heated to 850±5°C and kept for 3.5 hours. air cooled. After normalizing heat treatment, the roller body 1 is straightened to ensure that the outer circle has a tolerance of ±1mm.
[0057] c. Turn the inner hole and out...
Embodiment 2
[0064] According to processing step of the present invention, implement under the following technical requirements and conditions,
[0065] a. Process the coil welding groove on the welding end of the blanked steel plate. The groove is a 30° V-shaped groove on one side, and then heat-bend the roll body 1 after preheating.
[0066] b. For the groove bottoming welding and groove processing in step a, low carbon steel electrodes are used for the bottoming of the weld, and the bottoming welding height C is 0.35 of the groove height, as shown in Figure 2. The side and bottom surface of the 60° flat-bottomed groove shall reach Ra12.5 after planing for the second time. Automatic welding shall be adopted, and the top layer shall be surfacing with Gr-Mo alloy welding wire. The welded roll body 1 shall be heated to 850°C±5°C and kept for 3 hours. After air cooling. After normalizing heat treatment, the roller body 1 is straightened to ensure that the outer circle has a tolerance of ±1m...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More