Hot press forming method, electroplating steel products thereof and preparation method for the same
A technology of hot-press forming and steel materials, which is applied in hot-dip plating process, electrolytic coating, solid-state chemical plating, etc., which can solve the problems of increased cost and deterioration of compressible formability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
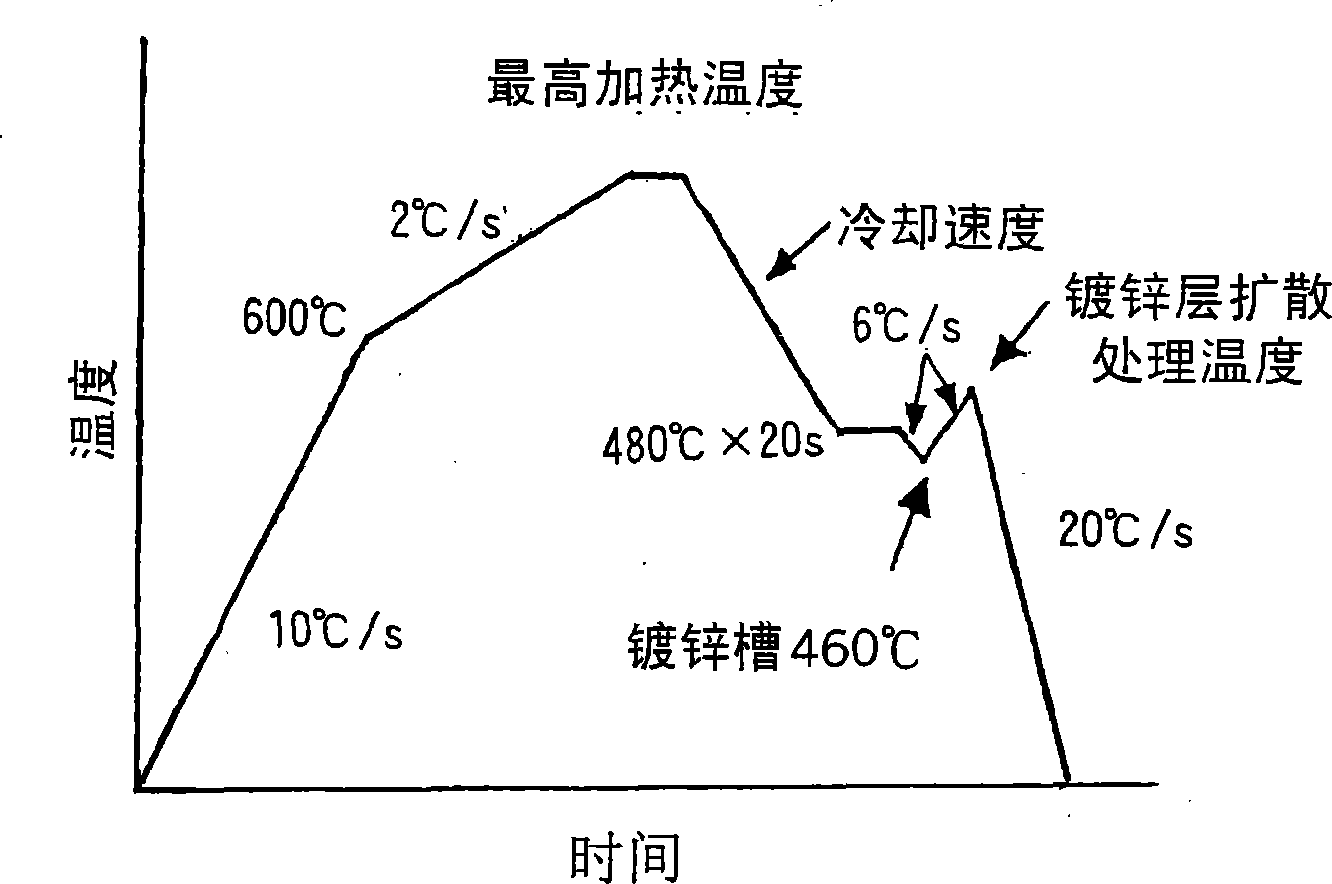
[0135] In this example, hot-dip galvanized (galvanized) steel sheets of steel A having a steel sheet thickness of 1.0 mm as shown in Table 1 were subjected to galvanized layer diffusion heat treatment at 650°C. After it was removed from the heating furnace, it was then heated in an atmospheric furnace (furnace under atmospheric conditions) at 950°C for 5 minutes, and at this high temperature, the steel sheet was hot-press formed by deep drawing (cupping) . The hot press forming conditions were a drawing depth of 25 mm, a shoulder radius R of 5 mm, an outer diameter of 90 mm, a punch diameter of 50 mm and a die diameter of 53 mm. In order to evaluate the press formability, the adhesion state of the plating layer after press molding was determined by visual observation to determine whether the plating layer peeled off. In this example, the temperature of the steel plate reached 900°C in approximately 2 minutes.
[0136] Coating film adhesion and post-paint corrosion resistance...
Embodiment 2
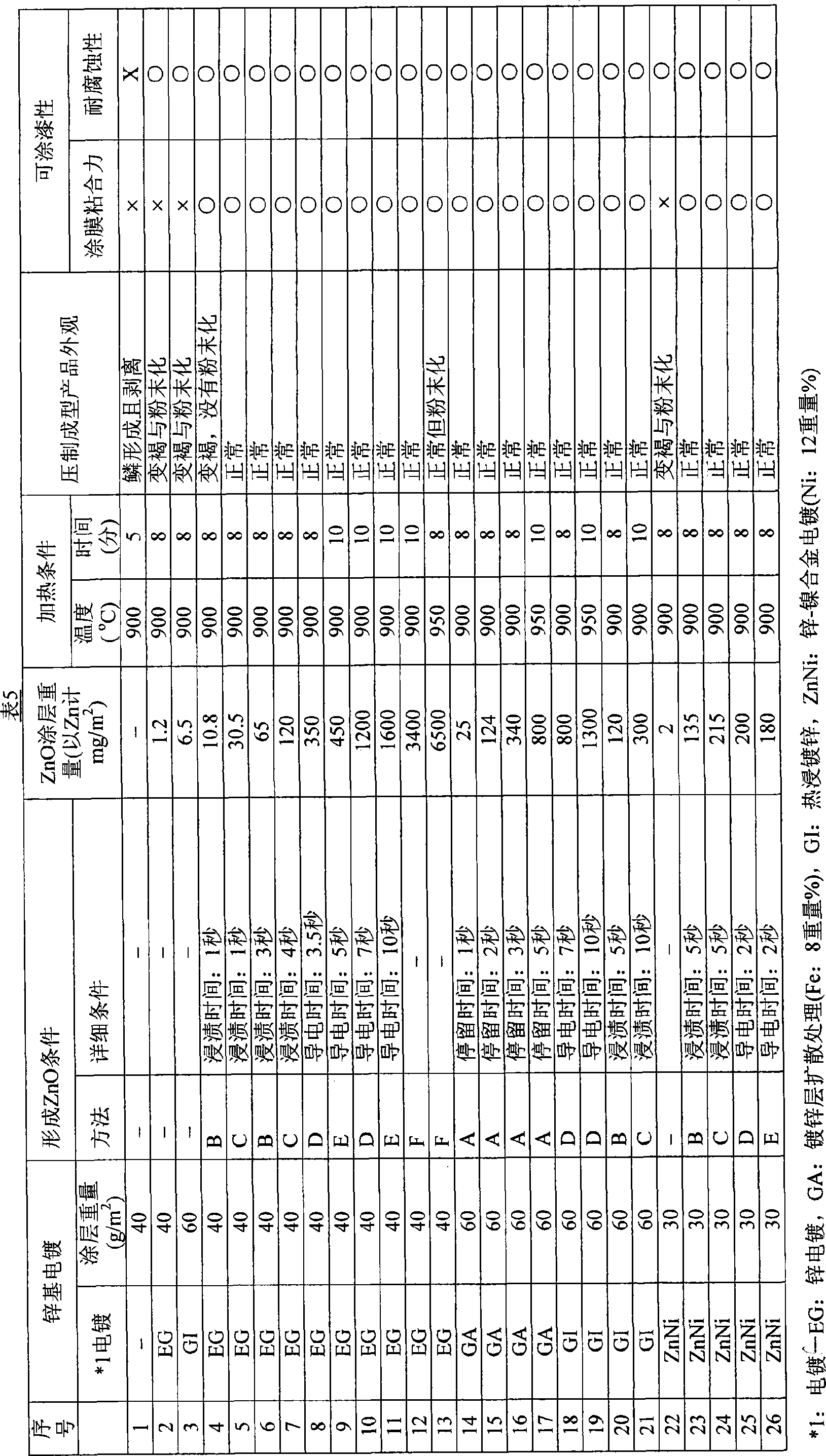
[0150] In this example, in the same manner as described in Example 1, the test of steel A above was generally repeated, but as shown in Table 3, the coating weight of the electroplating was changed, and / or the diffusion heat treatment of the galvanized layer was changed ( It is carried out immediately after electroplating) to change the Fe content in the plating layer.
[0151] Furthermore, in this example, before hot press forming, the galvanized layer diffusion-treated steel sheet was heated by (A) heating in an atmospheric furnace at 950°C for 5 minutes, or (B) heating in an atmospheric furnace at 850°C Heat on medium for 3 minutes. In No. 9-23, the temperature (500-800° C.) and time (up to 30 minutes) of the diffusion heat treatment of the galvanized layer are changed before hot press forming and before heating the steel sheet to change the Fe content in the coating. For Nos. 18-23, the heating time before thermoforming for condition B was extended from 3 minutes to 6 min...
Embodiment 3
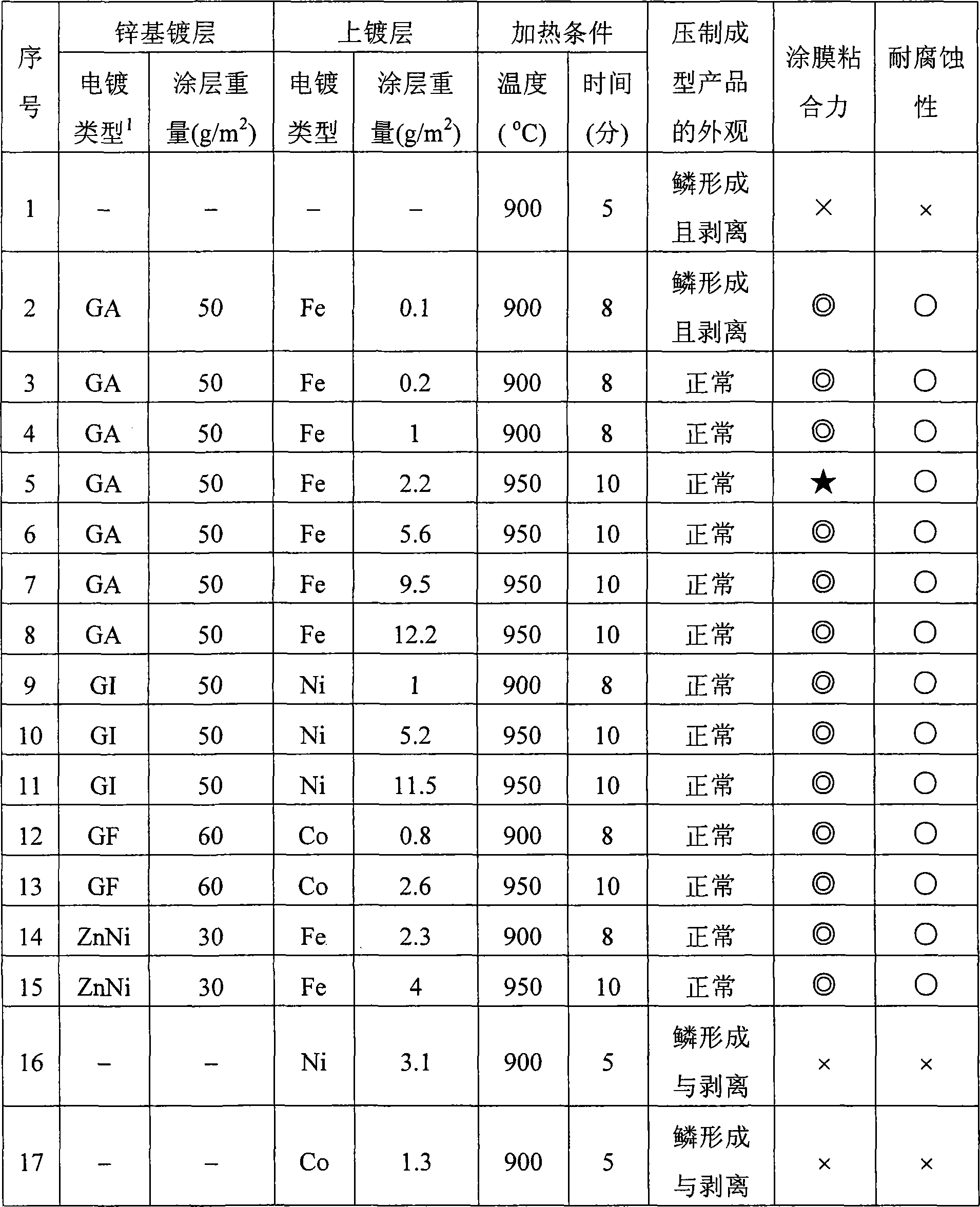
[0160] In this example, each of the steels shown in Table 1 was tested in the same manner as described in Example 1 to evaluate formability, paint film adhesion and corrosion resistance. The results are shown in Table 4.
[0161]
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com