

Welding process of low temperature steel welding body case
A welding process and low-temperature steel technology, applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problems of welding deformation and welding efficiency, and achieve the effect of solving welding deformation, ensuring welding quality, and narrow heat-affected zone
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0042] The present invention is described in further detail below in conjunction with the example of implementation.
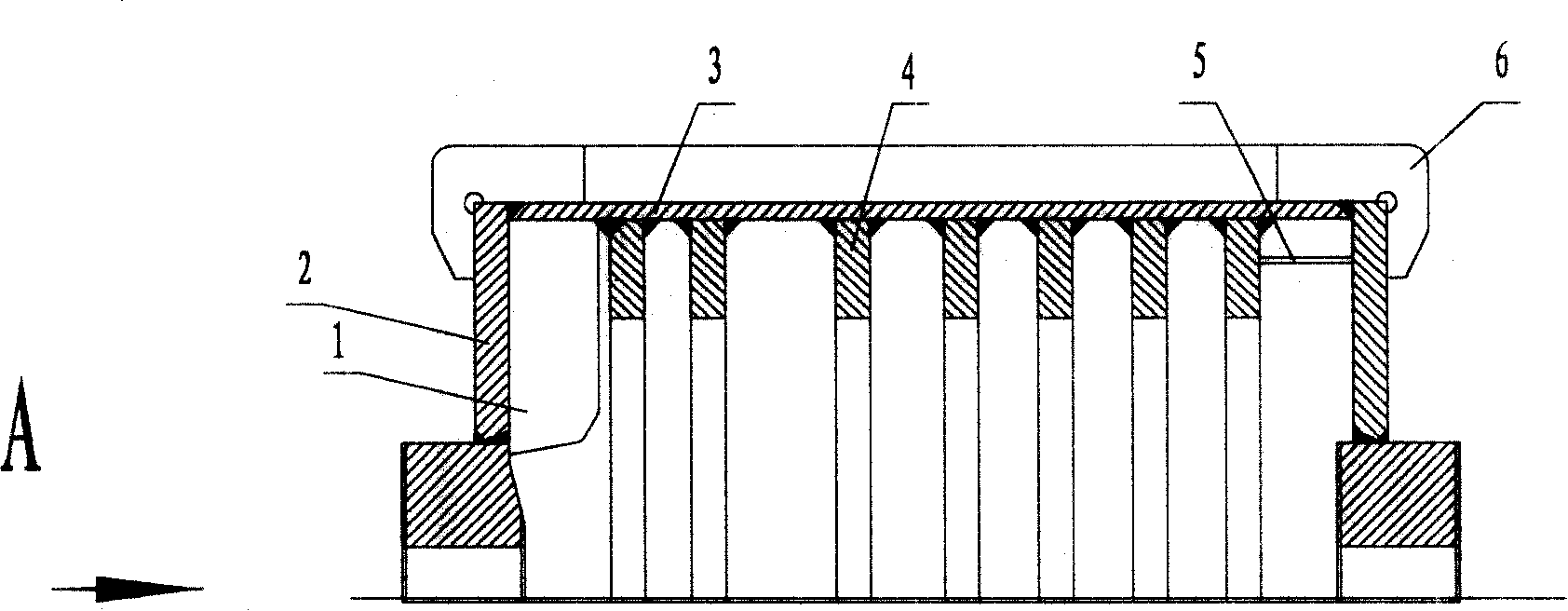
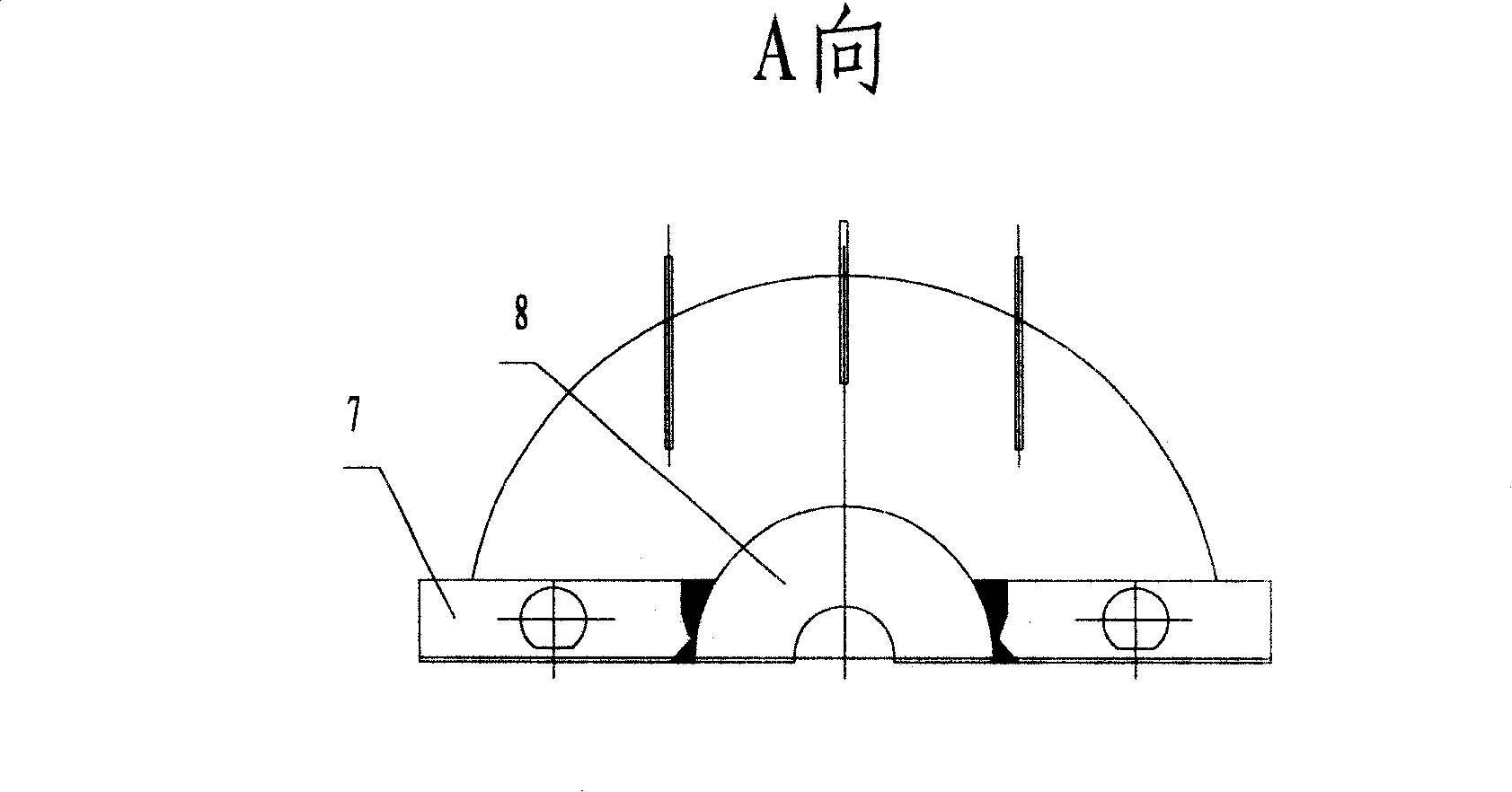
[0043] 1. Structural design of welded casing
[0044] The welded casing of the compressor is composed of an upper casing and a lower casing, both of which are of welded structure. The MCL807 upper case consists of the upper case flange 7, the upper case sealing body 8, the upper case shell plate 3, the upper case end plate 2, the upper case support ring 4, the upper case diverter plate 1, the upper case The casing volute chamber baffle plate 5, the upper casing rib plate 6 and other components, the thickness of the upper flange is 140-250mm, the thinnest plate in the casing is 40mm, and the weight of the upper casing is 13.5 tons. Figure 1a -b shown.
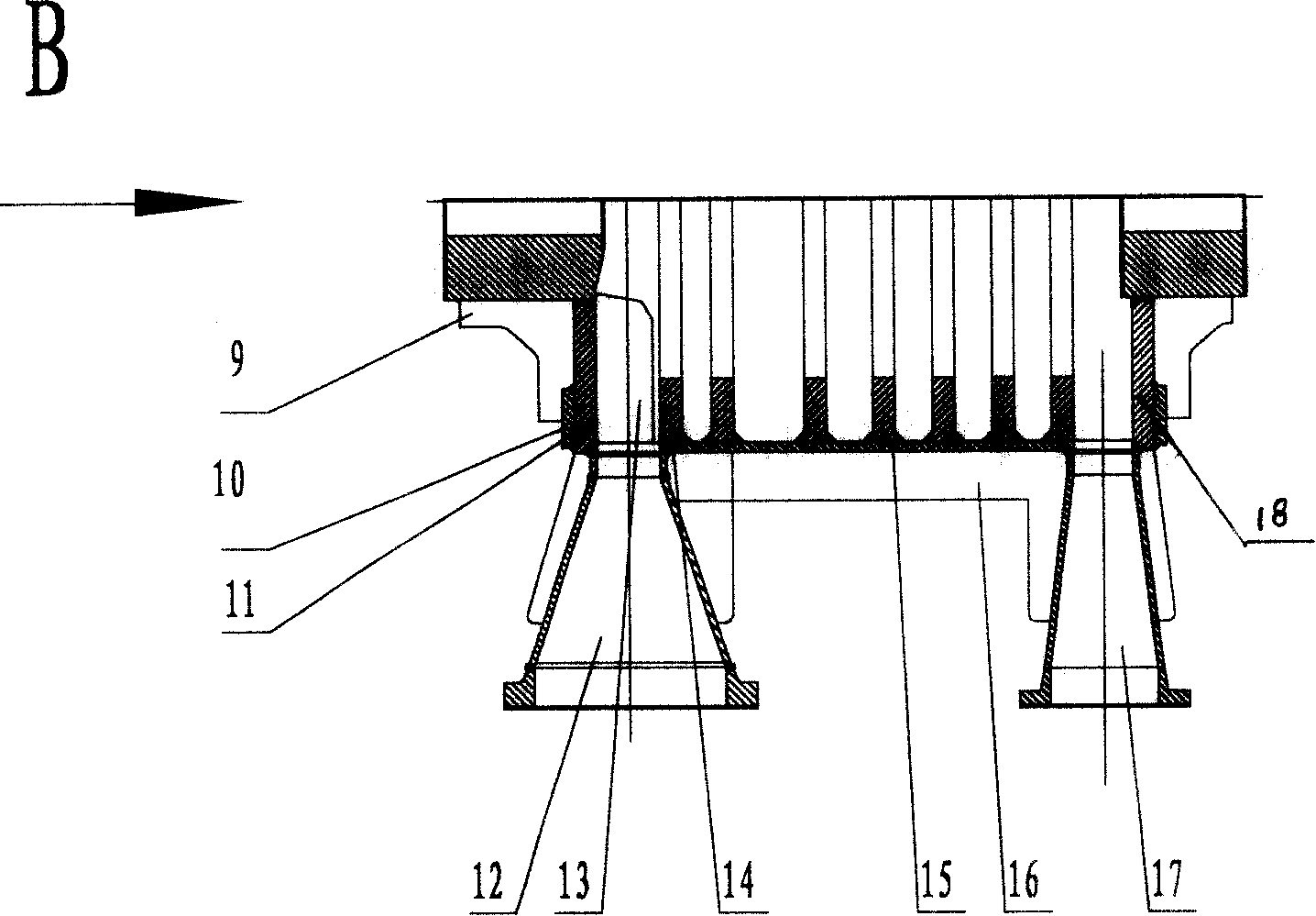
[0045] The lower casing consists of lower casing lower flange 19, lower casing sealing body 20, lower casing shell plate 15, lower casing end plate 18, lower casing support ring 14, lower casing splitter plate...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More