

Method for welding foamed aluminium and aluminium alloy using solder capable of foaming
A foamed aluminum alloy and aluminum alloy technology, which is applied in welding equipment, welding/welding/cutting items, metal processing equipment, etc., can solve problems such as difficult connections, achieve the effects of shortening time, reducing costs, and simplifying process steps
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0036] Embodiment 1 A kind of welding of foamed pure aluminum
[0037] The first step: Mix 0.2% calcium and 1% titanium hydride powder equivalent to the weight of aluminum-silicon alloy and stir evenly to make a mixed viscosity-increasing foaming agent, heat the aluminum alloy until it is completely melted, and then mix the mixed viscosity-increasing foaming agent The foaming agent is added to the aluminum-silicon alloy melt at 670°C, and the viscosity is increased and foamed at 600rpm by the stirring blade for 6 minutes, and the undecomposed titanium hydride powder is evenly distributed in the melt, and it is water-cooled, and cooled to room temperature within 40s To obtain a foamable solder with a porosity of 35-70% and a mass fraction of undecomposed titanium hydride of 0.1%.
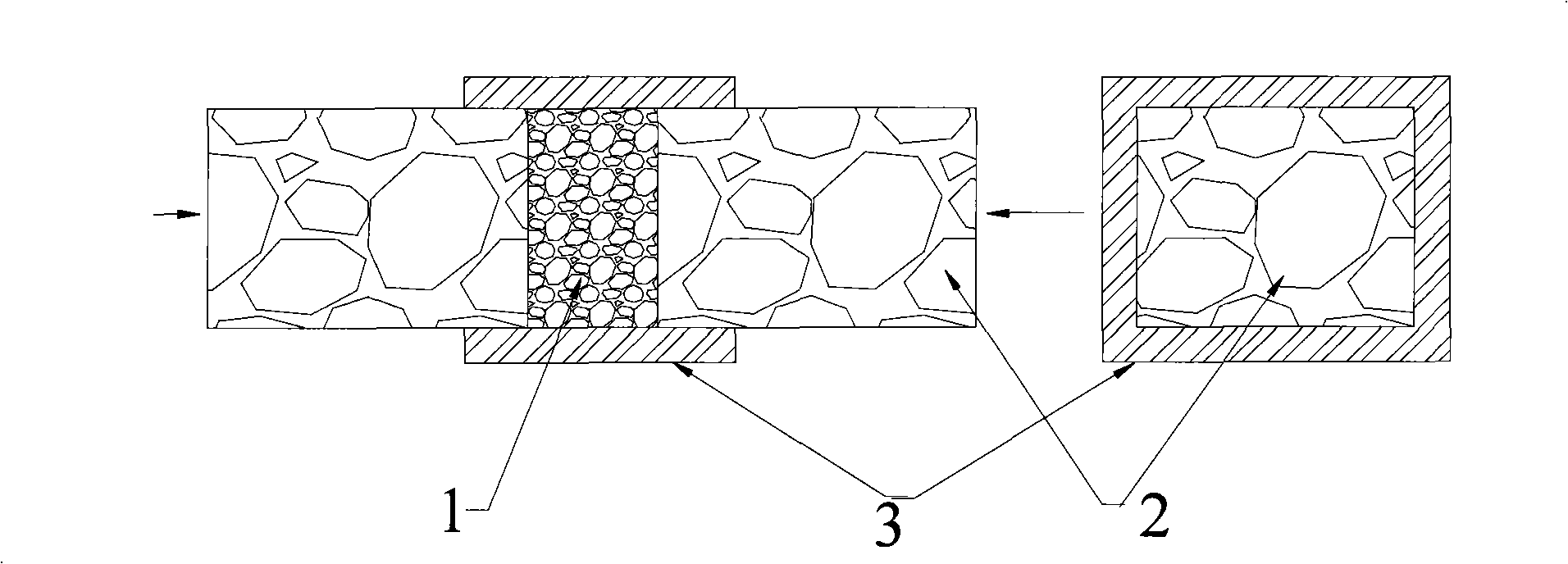
[0038] The second step: use wire cutting to process the foamed aluminum with a porosity of 67.8% and a pore diameter of 2.1mm to produce two round rods of foamed aluminum with a diameter of 6cm. Conce...
Embodiment 2
[0043] Embodiment 2 A kind of welding of aluminum-silicon foam alloy
[0044] The first step: mix 9% calcium and 6% titanium hydride powder equivalent to the weight of the aluminum-silicon alloy and stir evenly to make a mixed viscosity-increasing foaming agent, heat the aluminum alloy until it is completely melted, and then mix the mixed viscosity-increasing foaming agent The foaming agent is added to the aluminum-copper alloy melt at 720 ° C, and the viscosity is increased and foamed at 1200 rpm for 15 minutes by the stirring blade, and the undecomposed titanium hydride powder is evenly distributed in the melt, and it is water-cooled and cooled to room temperature within 40 seconds To obtain a foamable solder with a porosity of 35-70% and a mass fraction of undecomposed titanium hydride of 1%.
[0045] Step 2: Process two foamed aluminum-silicon alloy cuboids with a cross-section of 5×5cm from the foamed aluminum-silicon alloy with a porosity of 77.6% and a pore diameter of ...
Embodiment 3
[0050] Embodiment 3 Welding of a foamed aluminum-magnesium alloy plate
[0051] The first step: Mix 3.2% calcium and 3% titanium hydride powder equivalent to the weight of the aluminum-zinc alloy and stir evenly to make a mixed viscosity-increasing foaming agent, heat the aluminum alloy until it is completely melted, and then mix the mixed viscosity-increasing foaming agent The foaming agent is added to the aluminum-silicon alloy melt at 700 °C, and the viscosity is increased and foamed at 1000 rpm for 10 minutes by the stirring blade, and the undecomposed titanium hydride powder is evenly distributed in the melt, and it is water-cooled and cooled to room temperature within 40 seconds To obtain a foamable solder with a porosity of 35-70% and a mass fraction of undecomposed titanium hydride of 0.6%.
[0052] Step 2: Use wire cutting to process two foamed aluminum-magnesium alloy plates with a cross-section of 3×20cm from the foamed aluminum-magnesium alloy with a porosity of 80...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Aperture | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More