

Automatic coating technology of large-scale steel pipe anticorrosion coating and production line thereof
A coating production line and anti-corrosion coating technology, applied in pipeline anti-corrosion/rust protection, coatings, devices for coating liquid on the surface, etc., can solve the problems of high operating intensity, long curing time, high internal stress of the coating, etc. problems, to achieve the effect of improving the efficiency of coating operations, high efficiency of coating operations, and improving impact resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
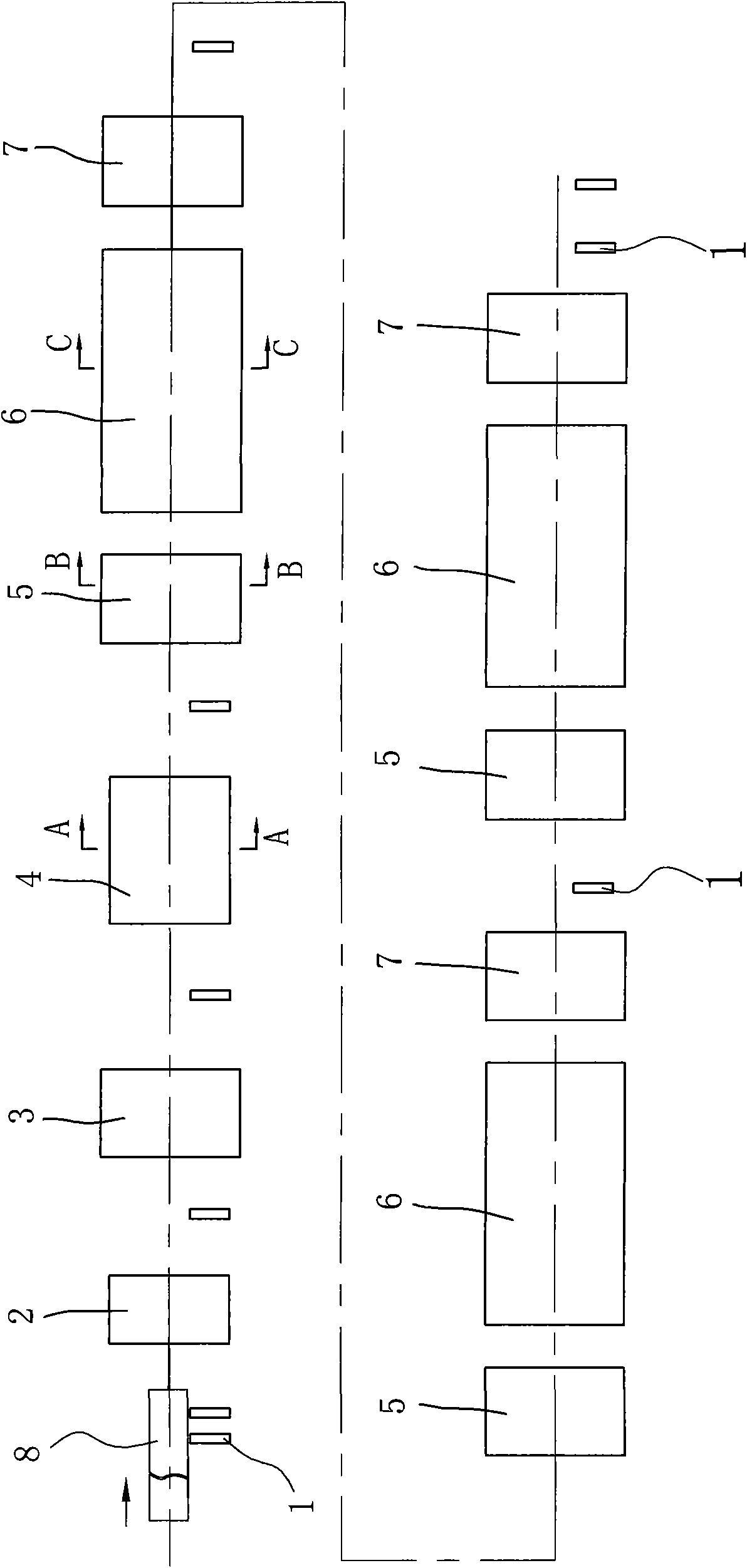
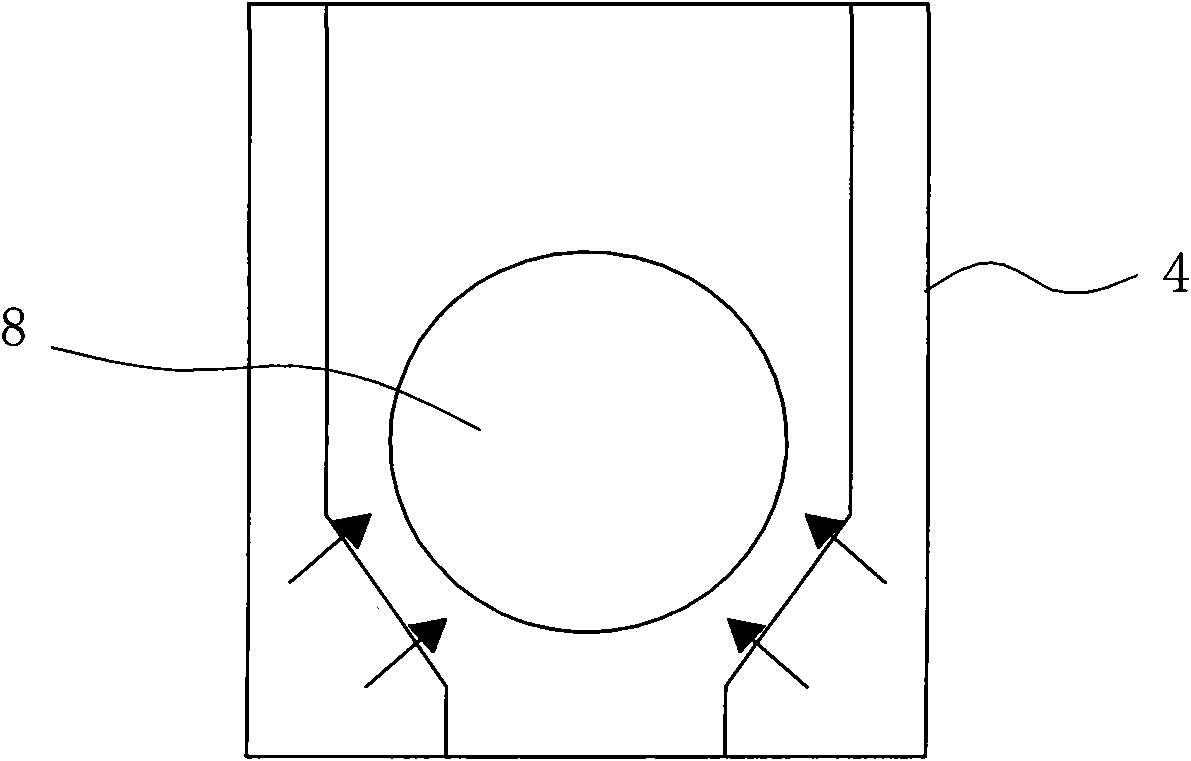
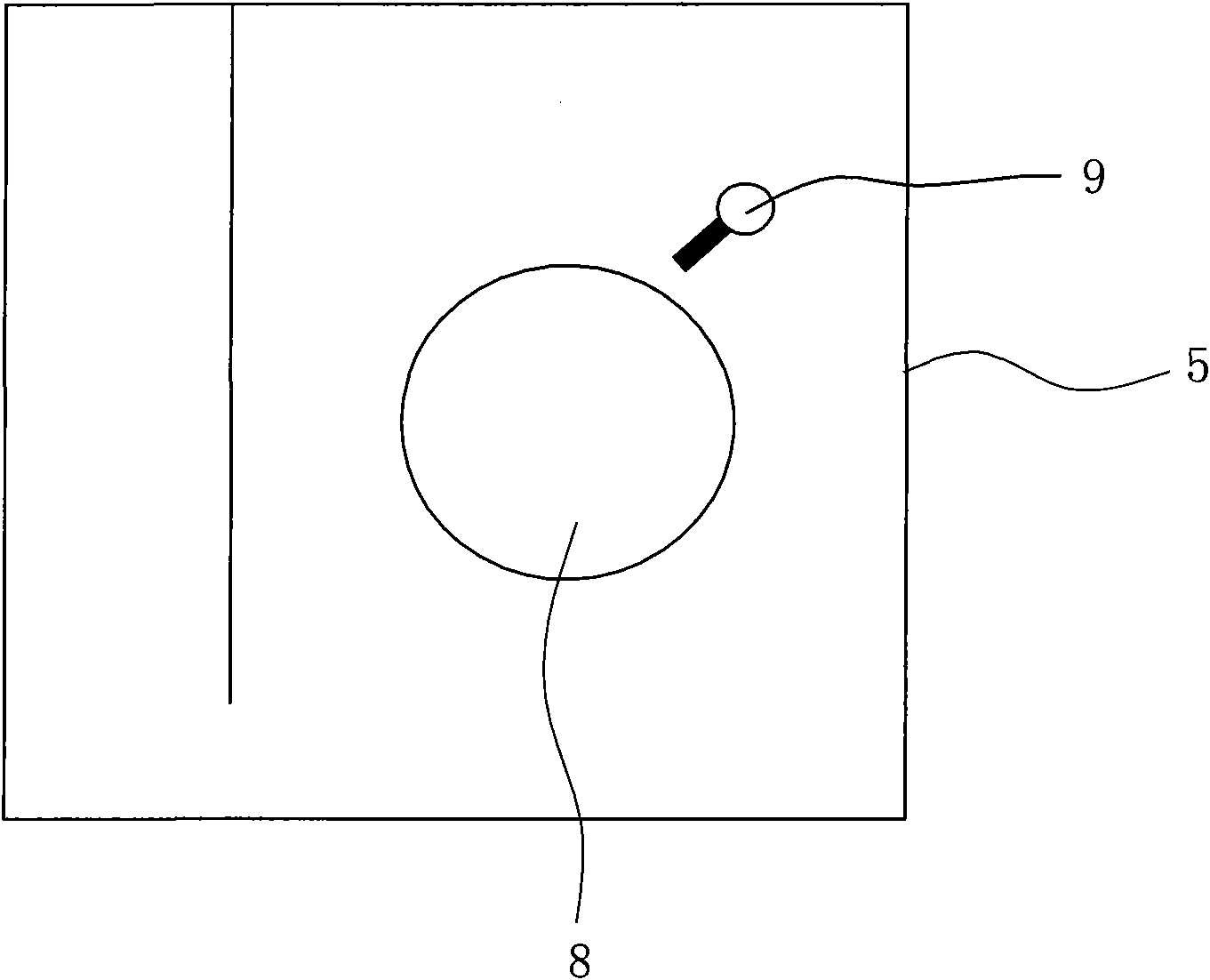
[0034] Such as figure 1 As shown, the large-scale steel pipe anti-corrosion coating automatic coating production line includes: steel pipe transmission mechanism 1, dehumidification and decontamination machine 2, automatic shot blasting machine 3, preheating drying room 4 and a paint spraying room 5, paint film curing room 6 and The paint spray curing unit formed by the cooling room 7 needs to be coated with three coats of primer, intermediate paint and finish paint in this embodiment, so three curing units are arranged in a straight line before and after, that is, the first paint spray curing unit, the second paint spray curing unit and the third spray paint curing unit.
[0035] The steel pipe transmission mechanism 1 described therein includes a plurality of roller groups arranged at intervals and at equal heights, and each roller group is...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More