

Method for quickly forming and manufacturing ceramic core
A technology of ceramic core and manufacturing method, applied in the field of rapid prototyping and manufacturing of ceramic core and precision casting ceramic core, can solve the problems of long production cycle, inability to meet the rapid response of new product development, and high mold cost, Achieve the effect of high production efficiency, convenient design modification and adjustment, and high degree of machine automation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
example 1
[0029] (1) Add a low-temperature strengthening agent to the zirconia ceramic powder, mix and grind in a planetary mill, and sieve to make a uniformly mixed and viscous ceramic powder, which is stored in a dry seal; the low-temperature strengthening agent is epoxy resin powder, Its mass percentage content is 5%;
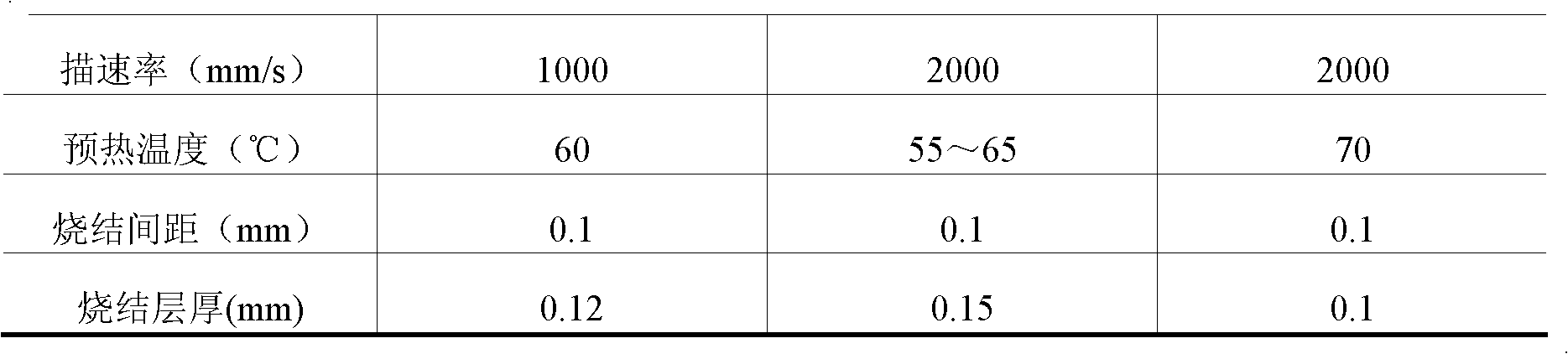
[0030] (2) Perform SLS rapid prototyping with the mixed and milled ceramic powder, and use laser sintering to manufacture the green body of the ceramic core;
[0031] (3) Pretreat the green parts of the ceramic core, that is, low-temperature strengthening treatment:
[0032] 1) Blow the green body of the ceramic core formed by SLS with compressed air or use a brush to remove the floating powder on the surface of the ceramic core; dry the cleaned ceramic core green body for 4 hours Hours, so that the composition and strength of the ceramic core green body are evenly diffused, and then dried in an oven at 150 ° C for 30 minutes to prevent the powder on the surface of t...
example 2
[0038](1) Ceramic powder: FC-A alumina powder is used as the forming powder, α-A12O3 (purity > 95%), 20% SiO2 (analytical pure 20 μm) is the original powder.
[0039] A12O3 powder is sieved with 140 mesh, and low-temperature strengthening agent is added, wherein the low-temperature strengthening agent is phenolic resin powder, and its mass percentage content is 6%; the powder prepared according to the proportion is mechanically mixed in the powder mixer, and stored in a dry seal;
[0040] (2) Perform SLS rapid prototyping with the mixed and milled ceramic powder, and use laser sintering to manufacture the green body of the ceramic core;
[0041] (3) Pretreat the green parts of the ceramic core, that is, low-temperature strengthening treatment:
[0042] (3.1) Blow the green parts of the ceramic core after SLS forming with compressed air or use brushes to remove floating powder on the surface of the ceramic core;
[0043] (3.2) Dry the cleaned ceramic core green body by itself,...
example 3
[0050] (1) Ceramic powder: silicon carbide ceramics;
[0051] Low-temperature strengthening treatment: Add a low-temperature strengthening agent to the ceramic mixed powder, in which the low-temperature strengthening agent is nylon-11, and its mass percentage content is 7%; it is mixed and milled in a planetary mill and sieved to make a uniform and sticky product. Permanent ceramic powder for SLS rapid prototyping, dry and sealed;
[0052] (2) Carry out SLS rapid prototyping with the mixed SLS rapid prototyping ceramic powder to manufacture the green part of the ceramic core;
[0053] (3) Pretreatment before high temperature strengthening:
[0054] 1) Blow the green parts of the ceramic core after SLS forming with compressed air, brush with a brush or rinse with water to remove floating powder on the surface of the ceramic core;
[0055] 2) Place the cleaned ceramic core green body to dry by itself for 10 hours, and then dry it in an oven at 150°C for 1.5 hours to make the c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More