

Chipless forming method for gear stick and section gear through hot extrusion
A technology of hot extrusion and gear rods, which is applied in the direction of metal extrusion dies, furnace types, heat treatment furnaces, etc., can solve the problems of tooth surface accuracy, low finish, large metal loss, and high quality of finished products, and achieve the effect of expanding energy saving and oxidation The effect of lightening and simplifying the production process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
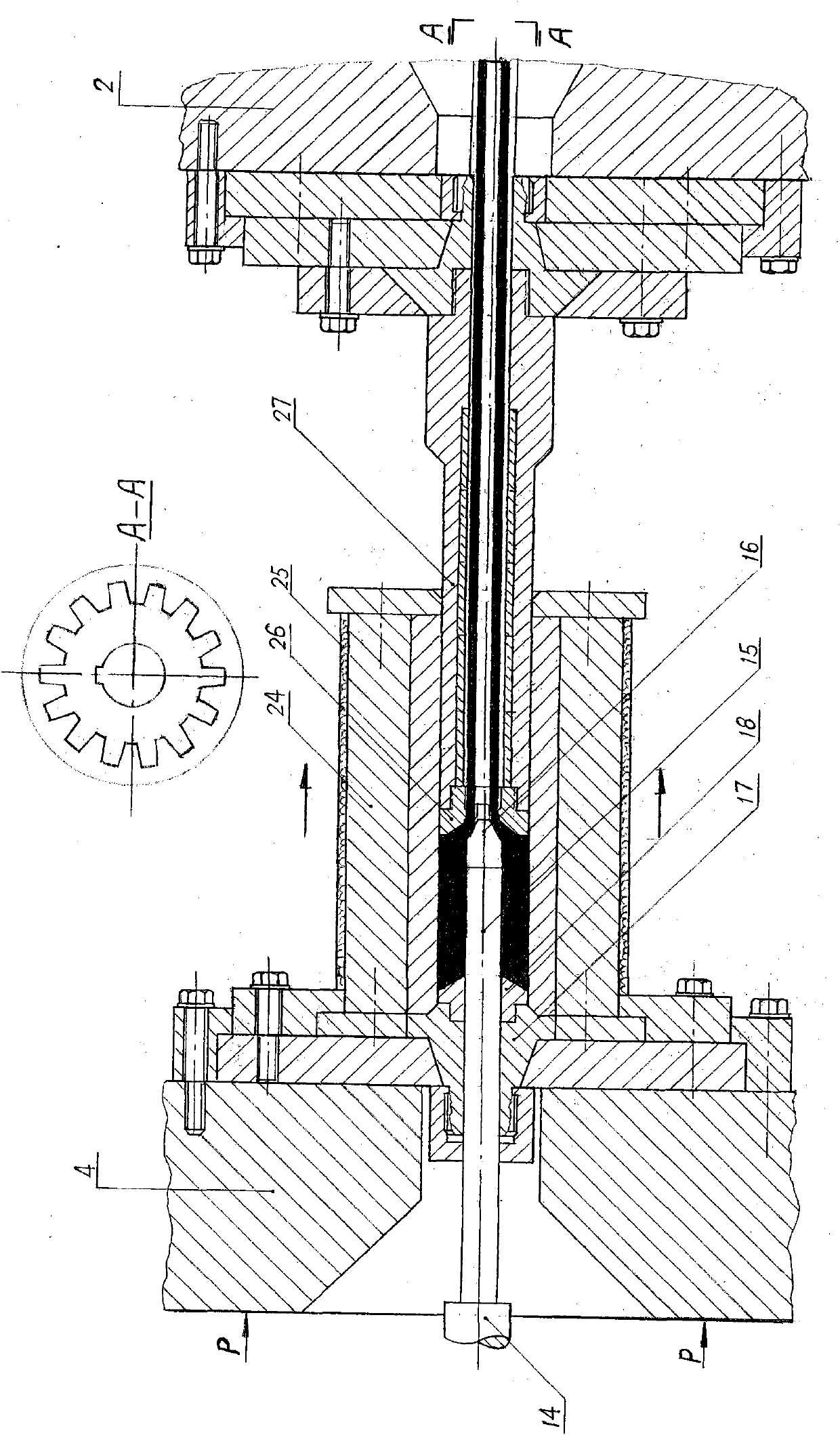
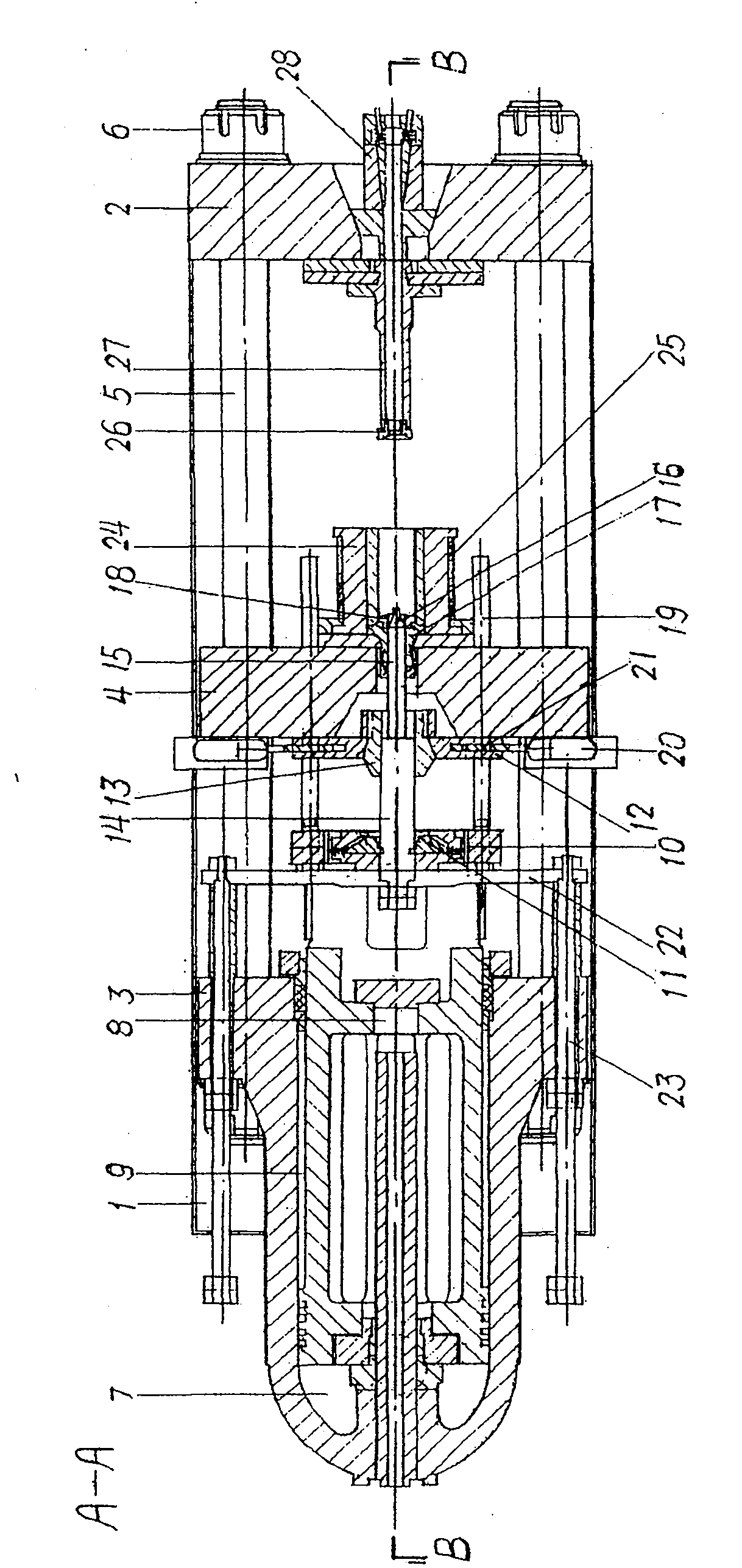
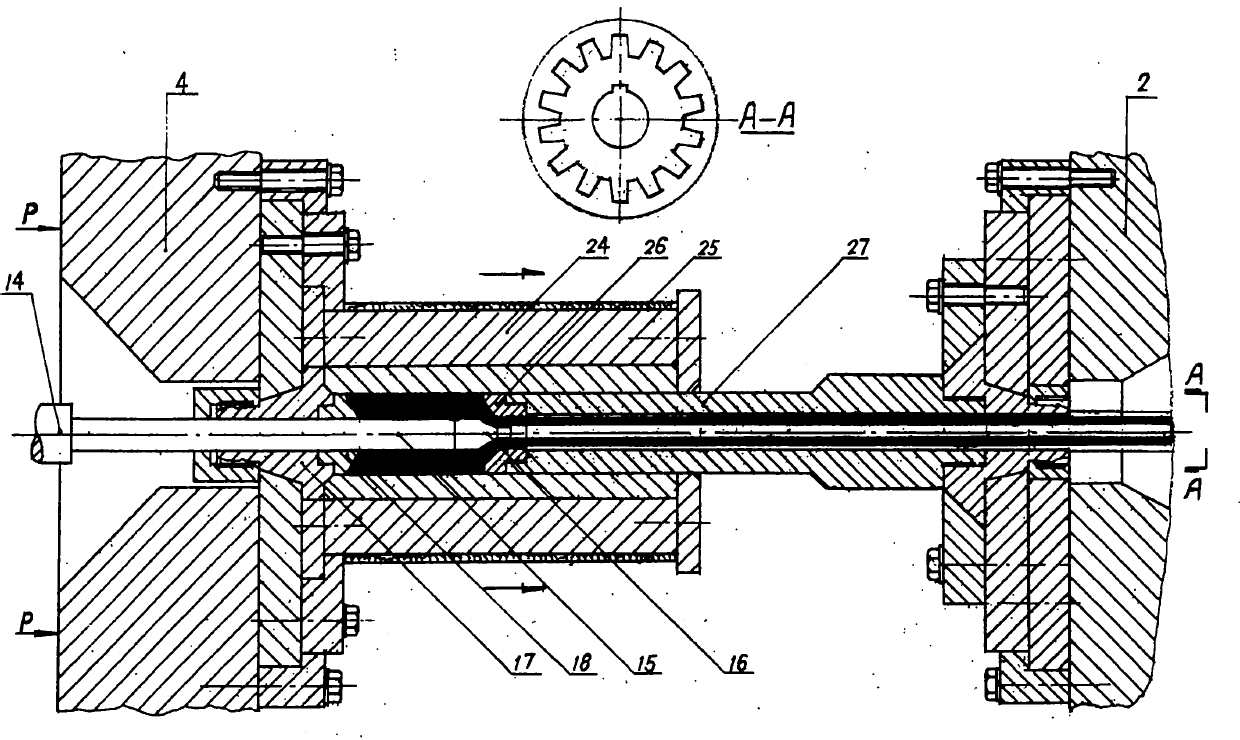
[0034] Such as Figure 1 to Figure 4 shows, the embodiment of the present invention, figure 1 It is a schematic diagram of the main structure of the converted FJH-1000 type one-time molding horizontal reverse hot extrusion machine, which is the key equipment carrier for implementing the present invention. The extruder body consists of machine base 1, front fixed beam 2, rear fixed beam 3, middle movable beam 4, tension column 5, nut 6, main hydraulic cylinder 7, mold transfer cylinder 8, return cylinder 9, etc.; The mold assembly of the automatic pressure switching operating system consists of a rear base plate assembly 10, a spring gate valve 11, a front base plate 12, a conical head 13, a main extrusion shaft 14, a mandrel 15, a perforating needle 16, a mandrel support 17 and an extrusion pad 18, The secondary shaft 19, the piston cylinder...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More