

Method for drawing steel wire
A wire drawing technology for steel wire and water tank is applied in the field of wire drawing, which can solve the problems of complicated process and increase production cost, and achieve the effect of simplifying the process and reducing the cost.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] The present invention will be further described below with reference to the drawings and embodiments.
[0013] The figure is a schematic diagram of the steel wire drawing method of the present invention.
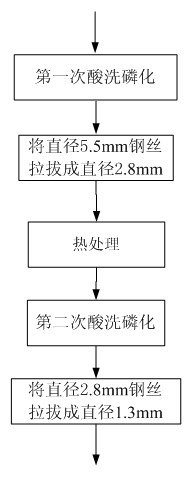
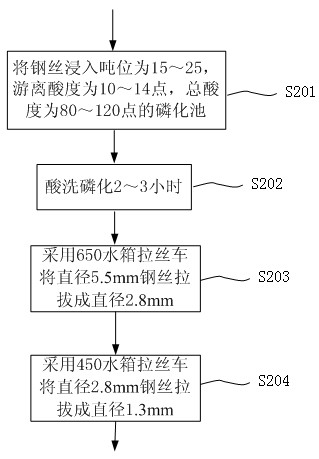
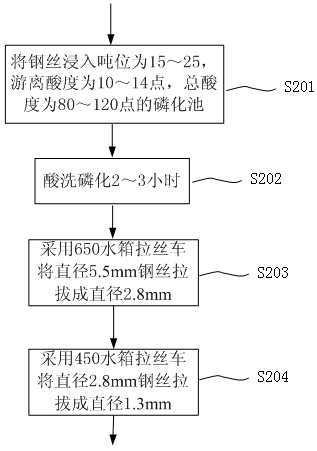
[0014] See figure 2 The steel wire drawing method provided by the present invention includes the following steps in sequence:
[0015] Step S201: Immerse the steel wire to be drawn into a phosphating pool with a tonnage of 15-25, a free acidity of 10-14, and a total acidity of 80-120, and then proceed to step S202;
[0016] Step S202: pickling and phosphating for 2 to 3 hours to form a phosphor layer with a thickness and bonding force that conform to the drawing, go to step S203;
[0017] Step S203: Then, the steel wire with a diameter of 5.5mm is stretched to 2.8mm at a time using a water tank drawing car with a drum diameter of 650mm, and then step S204 is entered;
[0018] Step S204: Finally, a water tank drawing car with a drum diameter of 450 mm is used to stretch the ste...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More