

Production method of oriented high-silicon-steel thin plates
A high-silicon steel and thin-plate technology is applied in the field of preparation of boron-oriented high-silicon steel thin plates, which can solve the problems of uniform Fe/Si composition on the surface of the substrate, unfavorable large-scale production and application, and limited thin strip size. Achieve the effects of shortening the preparation cycle, excellent soft magnetic properties, and wide practicability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] (1) Raw material preparation: the silicon content of the mother steel ingot is 5.0%, and the boron content is 800ppm;
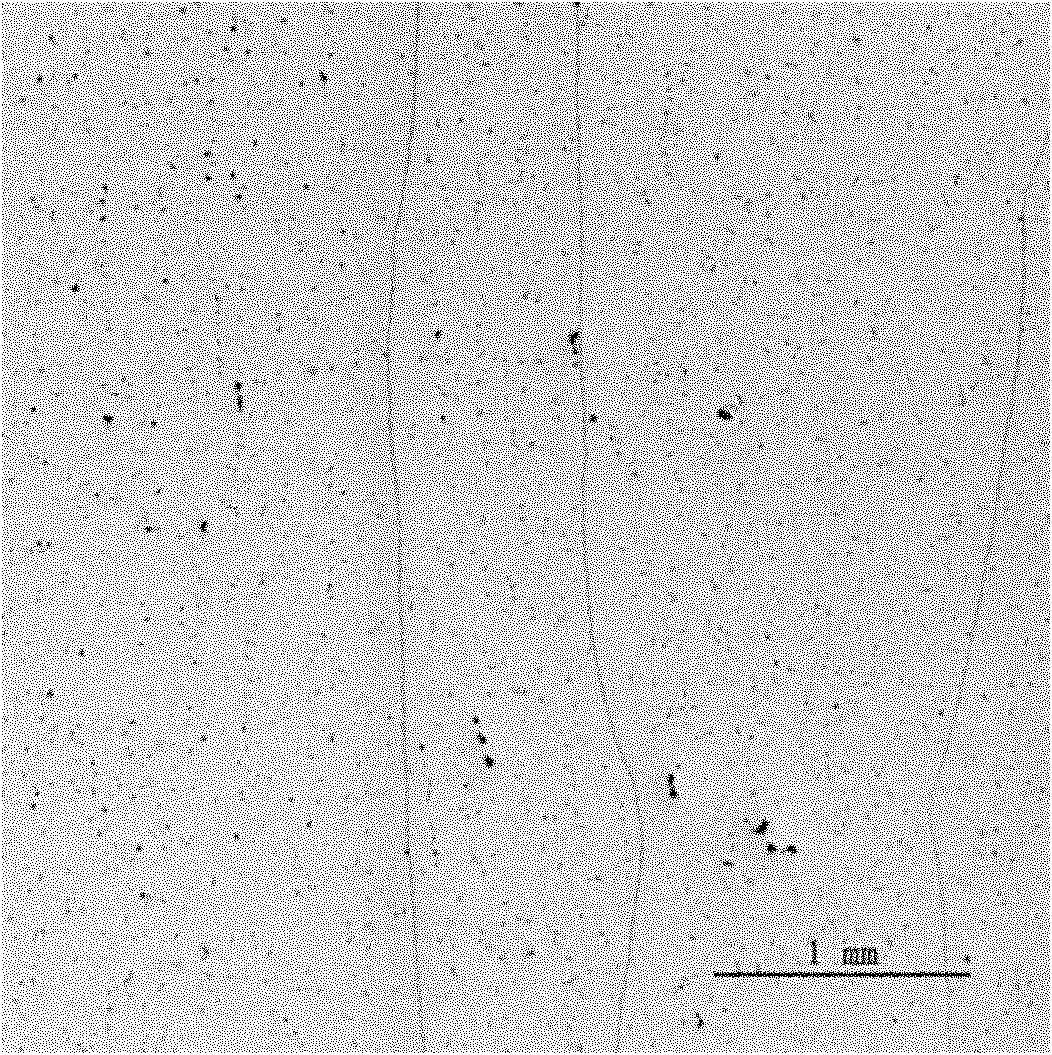
[0022] (2) Directional solidification: the melt temperature is 1520°C, the solidification rate is 1.2mm / min, the temperature gradient is 90K / cm, and the cast slab thickness obtained by directional solidification is 20mm. The typical metallographic structure is as follows: figure 1 shown;
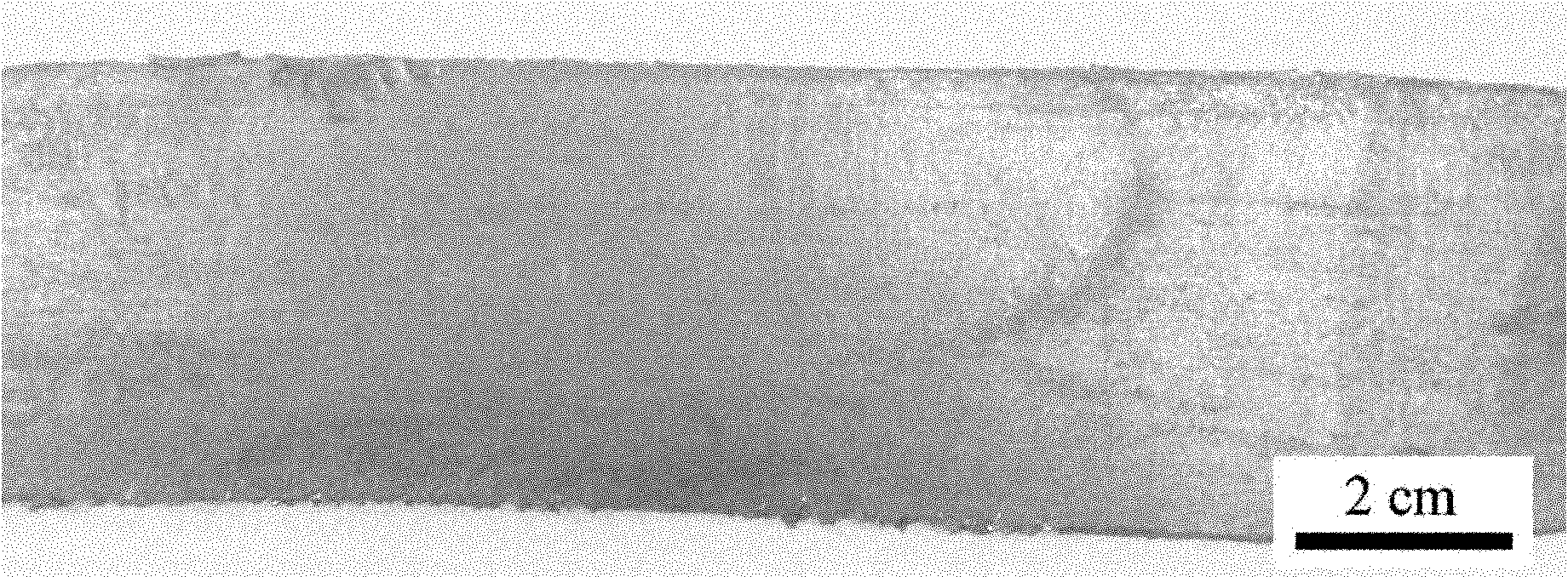
[0023] (3) The slab is heated, the hot rolling start temperature is 1100°C, the final rolling temperature is 500°C, and the final slab is rolled to 1.6mm, such as figure 2 shown;
[0024] (4) Heat treatment of hot-rolled sheet: heat preservation at 950°C for 2 hours, and rapid cooling in ice water;
[0025] (5) Warm rolling: the starting temperature of warm rolling is 500°C, the final rolling temperature is 200°C, after multi-pass rolling, the final thickness is 0.6mm;
[0026] (6) Heat treatment of warm-rolled plate: heat preservation at 700°C for 1.5 hours, and...
Embodiment 2
[0030] (1) Raw material preparation: the silicon content of the mother steel ingot is 6.5%, and the boron content is 1500ppm;
[0031] (2) Directional solidification: the melt temperature is 1540°C, the solidification rate is 10mm / min, the temperature gradient is 200K / cm, and the slab thickness obtained by directional solidification is 8mm;
[0032] (3) Hot rolling, the slab is heated to 1200°C and held for 1 hour, the hot rolling is carried out in the range of 700~1200°C, and the final slab thickness is 2.6mm;
[0033] (4) Heat treatment of hot-rolled sheet: heat preservation at 950°C for 2 hours, and rapid cooling in ice water;
[0034] (5) Warm rolling: the starting temperature of warm rolling is 700°C, the final rolling temperature is 300°C, after multi-pass rolling, the final thickness is 0.8mm;
[0035] (6) Heat treatment of warm-rolled sheet: heat preservation at 900°C for 3 hours, and rapid cooling in brine;
[0036] (7) Cold rolling: pickling the heat-treated warm-r...
Embodiment 3
[0039] (1) Raw material preparation: the silicon content of the mother steel ingot is 8.5%, and the boron content is 80ppm;
[0040] (2) Directional solidification: the melt temperature is 1580°C, the solidification rate is 15mm / min, the temperature gradient is 300K / cm, and the slab thickness obtained by directional solidification is 16mm;
[0041] (3) Hot rolling, the slab is heated to 1050°C and held for 1 hour, the hot rolling is carried out in the range of 700~1050°C, and the final slab thickness is 2.0mm;
[0042] (4) Heat treatment of hot-rolled sheet: heat preservation at 950°C for 2 hours, and rapid cooling in ice water;
[0043] (5) Warm rolling: the starting temperature of warm rolling is 550°C, the final rolling temperature is 150°C, after multi-pass rolling, the final thickness is 0.7mm;
[0044] (6) Heat treatment of warm-rolled sheet: heat preservation at 1050°C for 2 hours, and rapid cooling in brine;
[0045] (7) Cold rolling: pickling the heat-treated warm-r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More