

High-strength electron beam welding process of titanium metal material and copper or copper alloy
A technology of electron beam welding and titanium metal, which is applied in the welding process of titanium metal materials and copper or copper alloys, and in the field of high-strength electron beam welding technology of titanium metal materials and copper or copper alloys, which can solve the problems of low joint strength and poor plasticity , to achieve smooth welds, improve strength and plasticity, and eliminate brittle compounds
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
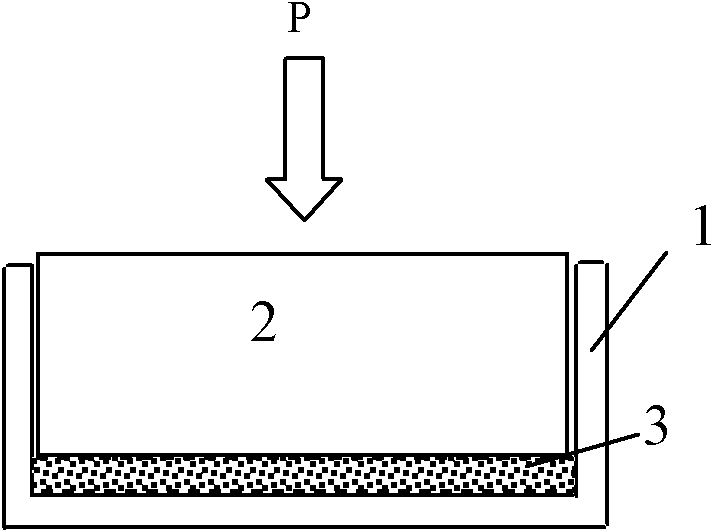
[0010] Specific implementation mode one: combine Figure 1-Figure 3 To illustrate this embodiment, the steps of a titanium metal material and copper or copper alloy high-intensity electron beam welding process in this embodiment are:
[0011] Step 1. Make filling material. In the special mold 1, fill the powder evenly mixed with vanadium powder and copper powder. The mass percentage of vanadium powder in the mixed powder is 20-70%, and the balance is copper powder. The mixed powder is put in the press Under the action of punch 2, cold press forming, the pressure is 500-700Mpa, and the metal thickness of the filling layer after pressing is 0.5-2.0mm. Diffusion treatment is carried out for 1-6h to form a filling layer, which is a vanadium-copper alloy layer 3;
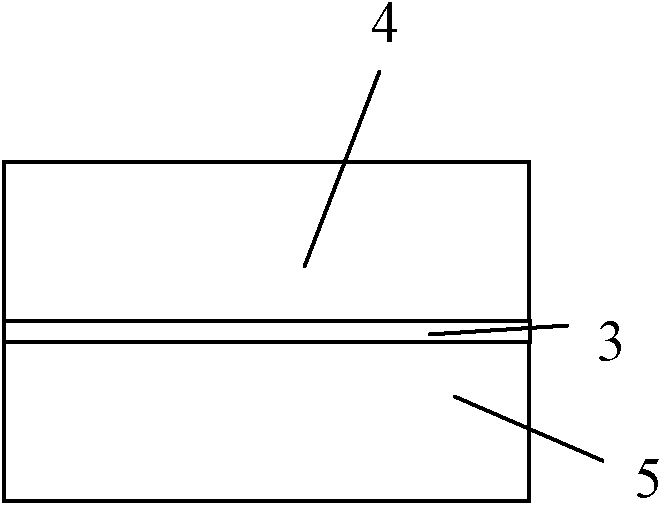
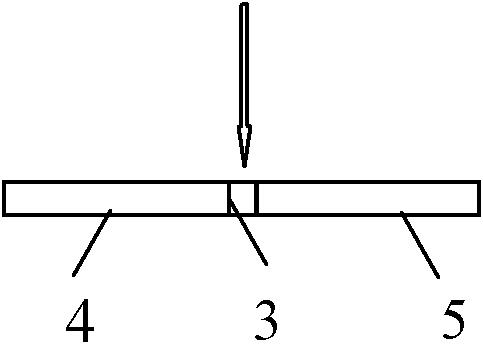
[0012] Step 2, preset vanadium-copper alloy layer 3 in the butt joint of titanium metal material 4 and copper or copper alloy 5, and fix it with TIG spot welding, so that the distance between the middle section of vanad...
specific Embodiment approach 2
[0014] Embodiment 2: The purity of the vanadium powder and the copper powder in the step 1 of this embodiment is above 99.9%. Other conditions and steps are the same as in Embodiment 1.
specific Embodiment approach 3
[0015] Embodiment 3: In step 1 of this embodiment, the particle size of the copper powder is 200-500 mesh, and the particle size of the vanadium powder is 200-500 mesh. Easy to shape. Other conditions and steps are the same as those in Embodiment 1 or 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More