

Fast-growing wood flame-retardant reinforced wood veneer and method for producing same
A production method and fast-growing wood technology, applied in charcoal burning/combustion, wood processing equipment, manufacturing tools, etc., can solve the problems of fast-growing wood veneer prone to mildew and blue stains, tile deformation and cracking, and surface hardness reduction, etc., to achieve Accelerated drying speed and heat treatment improvement speed, low production cost, and simple production equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] (1) Manufacturing steps of the veneer: select the masson pine sawn timber, and cut it into 5.5mm thick masson pine veneer by a frame saw.
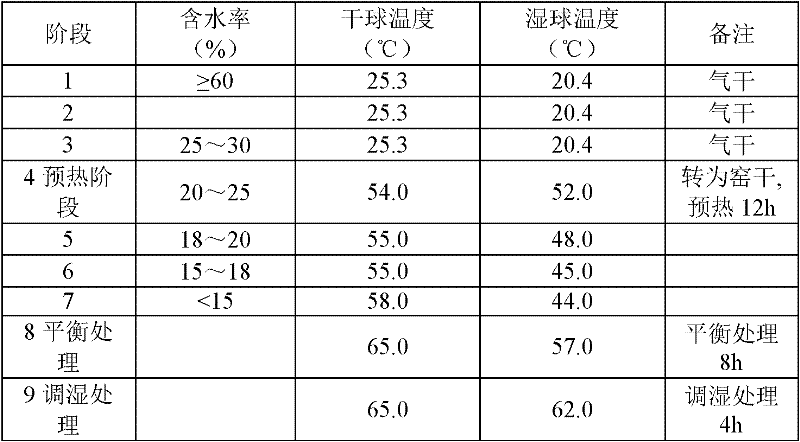
[0038] (2) The first stacking and drying step: stack 4 pieces of masson pine veneer with a thickness of 5.5mm to form a stack, use trays with uniform specifications and aluminum alloy spacers, and the distance between the spacers and the end surface of the veneer is within 5cm when stacking , the distance between the bars is 20cm, and the bars are neatly formed into a straight line in the straight direction. Cement blocks are pressed on the stacked veneer, and placed in an air-drying shed for air-drying first (the average temperature of day and night is 25.3 ° C, the average temperature of day and night The wind speed is 2.1m / s, the season is September), and when the moisture content of the veneer is reduced to about 25%, it is then moved to a drying kiln for kiln drying, so that the moisture content of the veneer is ≤14%. The combi...
Embodiment 2
[0049] (1) Production steps of veneer: select poplar sawn timber, and saw it into 2.2mm thick poplar veneer by multi-blade sawing machine.
[0050] (2) The first stacking and drying step: stack 8 pieces of poplar veneer with a thickness of 2.2mm together to form a whole stack, use trays with uniform specifications and aluminum alloy spacers, and when stacking, the distance between the spacers and the end face of the veneer is 5cm Within, the distance between the spacers is 10cm, and the spacers are neatly formed into a straight line in the straight direction. Cement blocks are pressed on the stacked veneer piles, and the poplar veneer is dried by kiln drying technology to make the moisture content of the poplar veneer down to 14%.
[0051] (3) Carbonization heat treatment step: Send the dried veneer pile directly into the heat treatment kiln with a forklift, close the heat treatment kiln door, open the heating and humidification valves at the same time, heat up the veneer rapi...
Embodiment 3
[0060] (1) The veneer production step: select the radiata pine sawn timber, and make 3.6mm thick radiata pine veneer by sawing.
[0061] (2) The first stacking and drying step: stack 5 pieces of radiata pine veneer with a thickness of 3.6mm to form a whole stack, use pallets with uniform specifications and aluminum alloy spacers, and the distance between the spacers and the end face of the veneer is 5cm when stacking Within 10cm, the distance between the spacers is 10cm, and the spacers are neatly formed into a straight line in the vertical direction. Cement blocks are pressed on the stacked veneer, and the radiata pine veneer is dried by kiln drying technology to make the moisture content of the radiata pine veneer down to 14%.
[0062] (3) Carbonization heat treatment step: send the dried veneer pile directly into the heat treatment kiln with a forklift, close the heat treatment kiln door, open the heating and humidification valves at the same time, heat up the veneer quickl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More