

Precesion casting method for high temperature alloy complex thin-walled castings
A technology of thin-walled castings and precision casting, which is applied in the precision casting of high-temperature alloy complex thin-walled castings and the field of investment casting precision casting of high-temperature alloy thin-walled castings. problems, to achieve the effect of improving filling capacity, reducing requirements, and improving surface quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
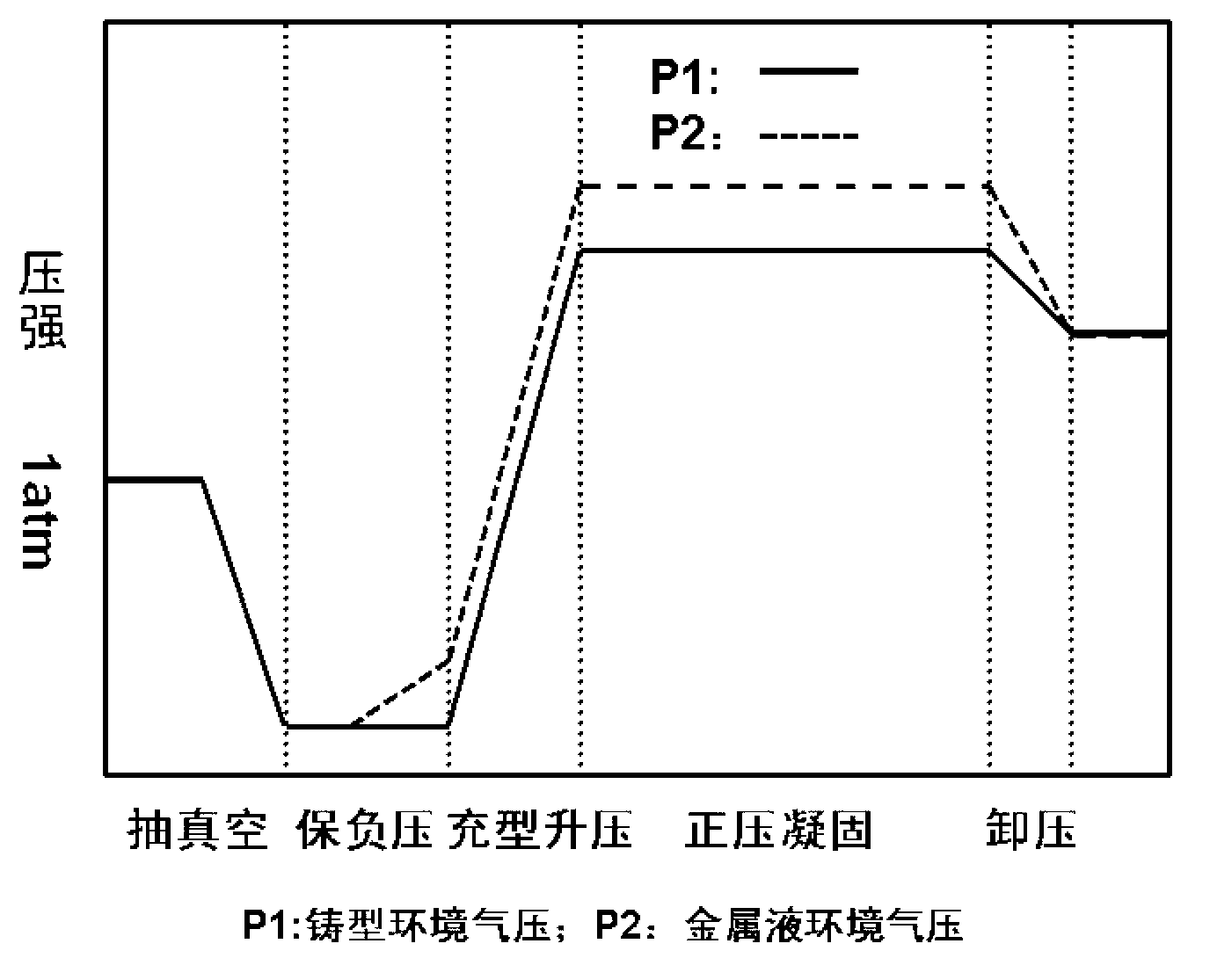
[0039] Using the precision casting method of superalloy complex thin-walled castings, the diameter of the riser is 40mm, and the liquid surface area of the liquid metal in the crucible is 70000mm 2 , the pressure of the upper tank is 1.0MPa, the pressure of the lower tank is 1.5MPa, the pressure difference is 0.5MPa, the rising speed of the liquid metal is 100mm / s, and the thin-walled area of the casting is 200mm×200mm and the minimum wall thickness is obtained by the pressure-regulating precision casting method. 3.0mm, the internal quality of the casting is better.
Embodiment 2
[0041] Using the precision casting method of superalloy complex thin-walled castings, the diameter of the riser is 35mm, and the liquid surface area of the liquid metal in the crucible is 70000mm 2 , the pressure of the upper tank is 0.8MPa, the pressure of the lower tank is 1.5MPa, the pressure difference is 0.7MPa, the rising speed of the liquid metal is 120mm / s, and the thin-walled area of the casting is 300mm×300mm and the minimum wall thickness is obtained by the pressure-regulating precision casting method. It is 2.6mm, and the internal quality of the casting is better.
Embodiment 3
[0043] Using the precision casting method of superalloy complex thin-walled castings, the diameter of the riser is 30mm, and the liquid surface area of the liquid metal in the crucible is 70000mm 2 , the pressure of the upper tank is 0.6MPa, the pressure of the lower tank is 1.5MPa, the pressure difference is 0.9MPa, the rising speed of the liquid metal is 135mm / s, and the thin-walled area of the casting is 400mm×400mm and the minimum wall thickness is obtained by the pressure-regulating precision casting method. It is 2.2mm, and the internal quality of the casting is better.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More