

Machining method of gravity-free smelting layer air membrane hole of aviation engine turbine blade
A technology for aero-engine and turbine blades, which is applied in the field of processing air film holes in aero-engine turbine blades without remelting layers, can solve the problems of electrode loss, frequent electrode replacement, and long electrode manufacturing time, so as to reduce the manufacturing cycle and reduce the The difficulty of electrode manufacturing and the effect of improving the quality of surface processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
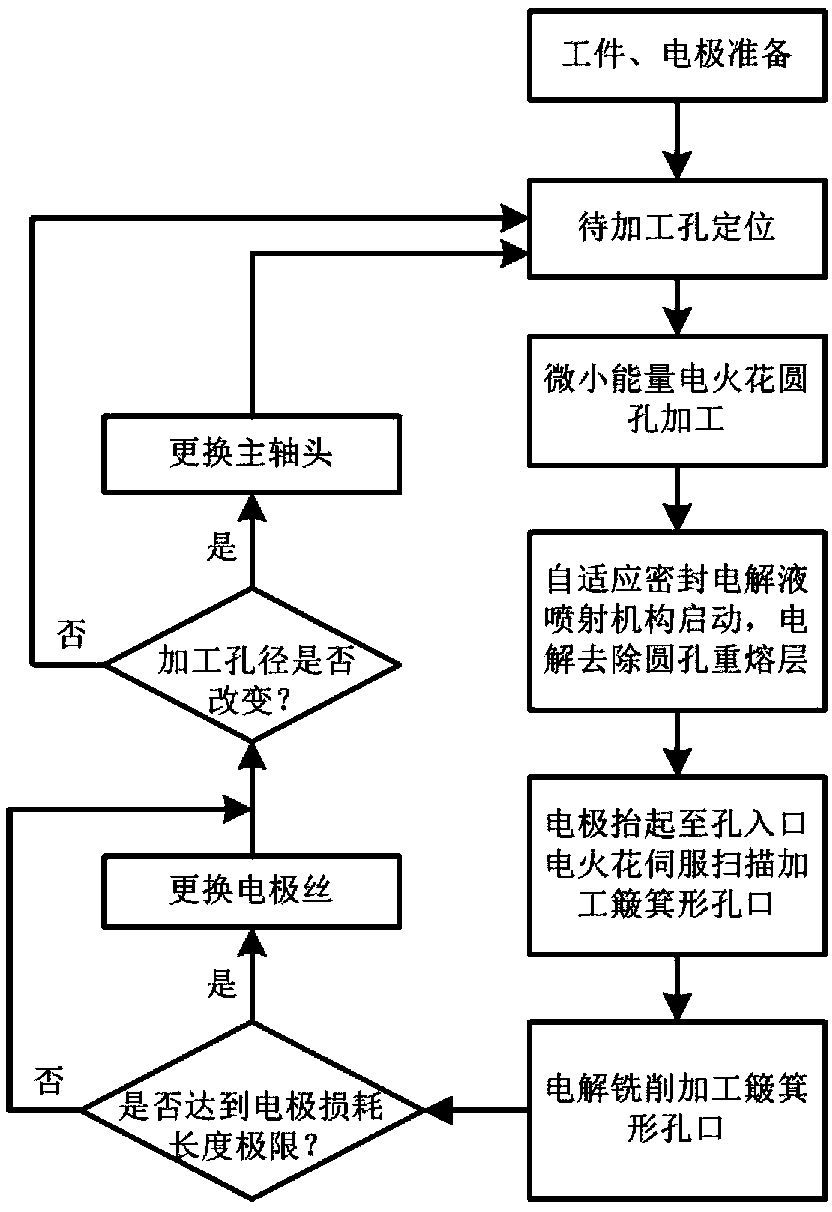
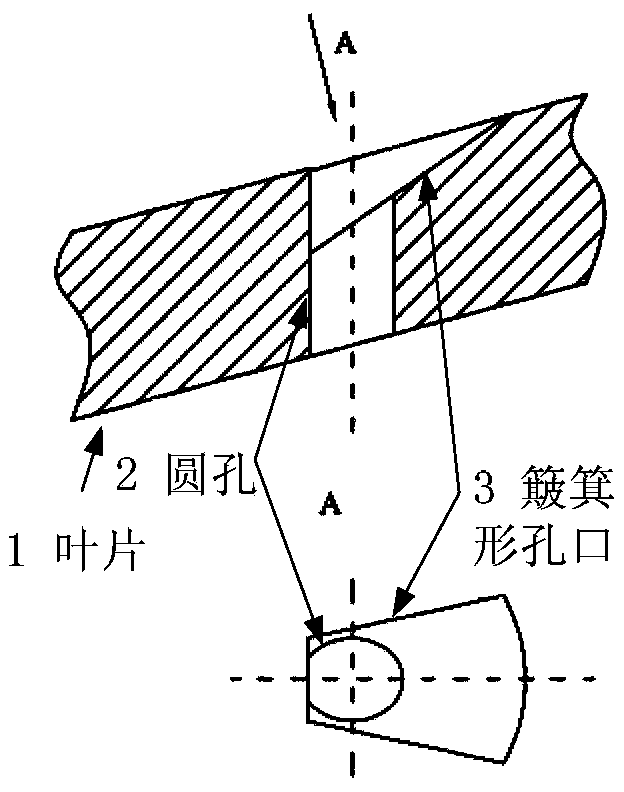
[0036] According to the processing position and shape requirements of the air film hole of the blade, the blade is clamped and positioned by the tenon of the blade, and the hole to be processed is adjusted to the station through the five axes of X, Y, Z, A, B, and the hollow hole with an outer diameter of 0.38 mm The electrode wire is clamped by the spindle head and adjusted to the required position of the hole to be processed by the machine tool.
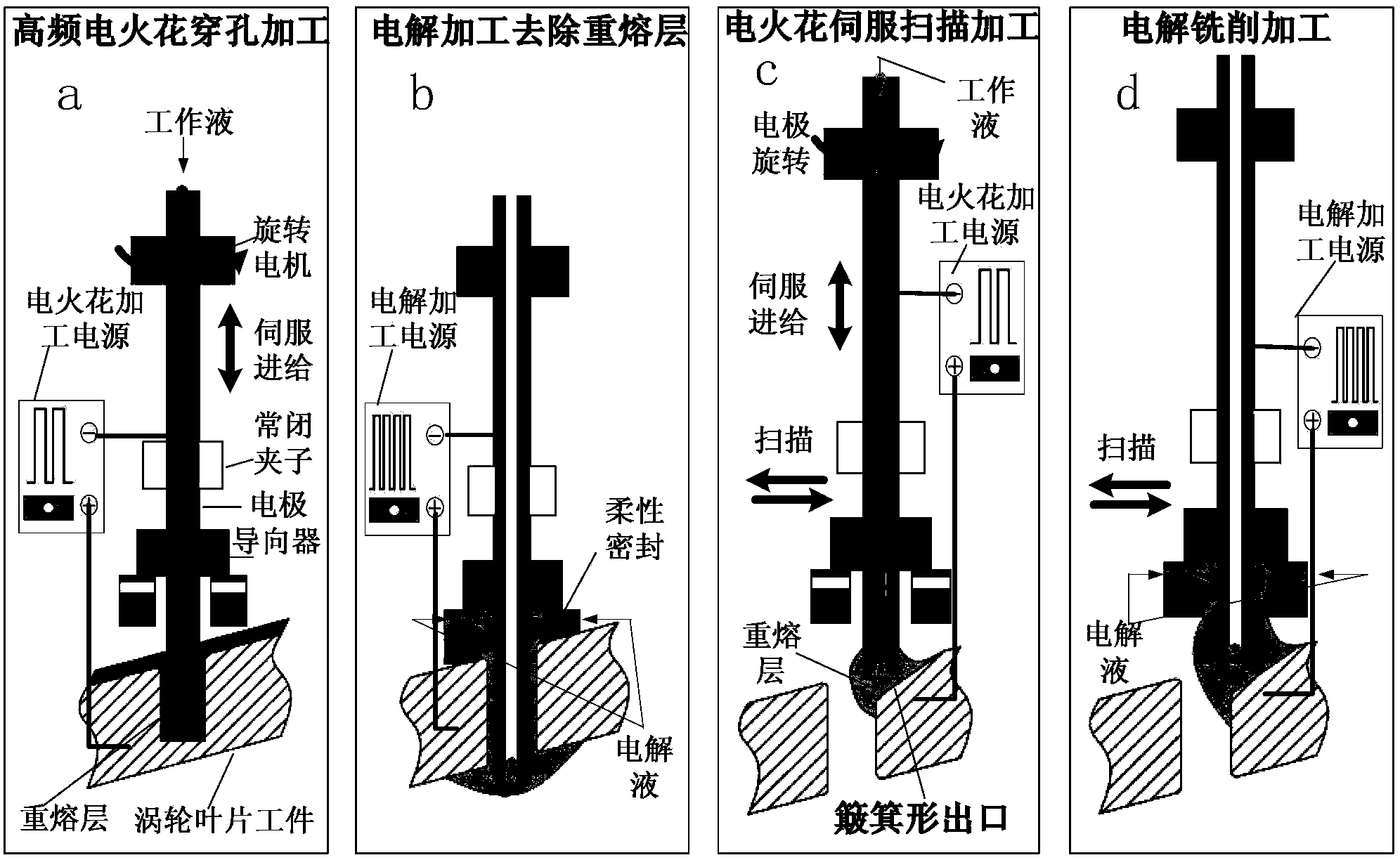
[0037] Such as figure 2 As shown in a, start the high-frequency narrow pulse width pulse power supply, the electrode rotating motor, and the high-pressure water pump for flushing liquid in the electrode. By detecting the discharge state, use the normally open and normally closed clamps at the lower end of the electrode to clamp the electrode and perform servo control. To, realize EDM round hole machining. By detecting the change of current and voltage when the electrode penetrates the exit of the hole to be processed from liquid ...
Embodiment 2
[0043] According to the processing position and shape requirements of the air film hole of the blade, the blade is clamped and positioned by the tenon of the blade, and the hole to be processed is adjusted to the station through the five axes of X, Y, Z, A, B, and the hollow electrode with an outer diameter of 0.38 mm The wire is clamped by the spindle head and adjusted to the required position of the hole to be processed by the machine tool.
[0044] Such as figure 2 As shown in a, start the high-frequency narrow pulse width pulse power supply, the electrode rotating motor, and the high-pressure water pump for flushing liquid in the electrode. By detecting the discharge state, use the normally open and normally closed clamps at the lower end of the electrode to clamp the electrode and perform servo control. To, realize EDM round hole machining. By detecting the change of current and voltage when the electrode penetrates the exit of the hole to be processed from liquid disch...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More