

Guider of damper and preparation method of guider
A technology of guides and shock absorbers, applied in shock absorbers, springs/shock absorbers, shock absorbers, etc., can solve problems such as increased cost, no improvement in powder metallurgy process, and no solution to air density, etc. The effect of small product dimensional tolerance, narrowing product dimensional tolerance, and increasing product density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
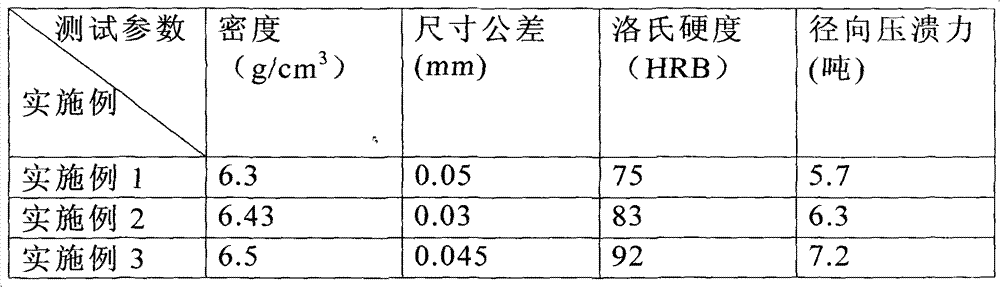
Embodiment 1
[0035] This example prepares the shock absorber guide in the following manner:
[0036] (1) Ingredients
[0037] Select 25 parts by weight of reduced iron powder with an average particle size of 100 mesh, 0.5 part by weight of electrolytic copper powder with an average particle size of 250 mesh, 0.2 part by weight of graphite, 0.35 part by weight of zinc stearate, and 0.25 part by weight of manganese sulfide, and put them into the conical Fully mix in the powder mixer; then add 25 parts by weight of reduced iron powder with an average particle diameter of 100 mesh into the conical powder mixer again. The mixing time is 40 minutes to achieve a full mixing effect.
[0038] (2) Repression
[0039] Put the uniformly mixed powder into an automatic molding machine with a pressing tonnage of 50 tons for pressing.
[0040] (3) Sintering
[0041] The sintering step was performed in a mesh belt furnace; the pre-firing temperature was 750° C., and the pre-firing time was 45 minutes; ...
Embodiment 2
[0047] (1) Ingredients
[0048]Select 40 parts by weight of reduced iron powder with an average particle size of 130 mesh, 0.3 parts by weight of electrolytic copper powder with an average particle size of 200 mesh, 0.3 parts by weight of graphite, 0.3 parts by weight of paraffin, and 0.2 parts by weight of manganese sulfide, and put them into a conical powder mixer Mix thoroughly.
[0049] (2) Repression
[0050] Put the uniformly mixed powder into an automatic molding machine with a pressing tonnage of 30 tons.
[0051] (3) Sintering
[0052] The sintering step was performed in a mesh belt furnace; the pre-firing temperature was 800° C., and the pre-firing time was 30 minutes; the sintering temperature was 1150° C., and the sintering time was 3 hours. During the sintering process of the mesh belt furnace, the flow rate of the combustion gas hydrogen is 30 cubic meters, and the flow rate of the protective gas helium is 30 cubic meters.
[0053] (4) Steam atomization treat...
Embodiment 3
[0058] 1) Ingredients
[0059] Select 60 parts by weight of reduced iron powder with an average particle diameter of 100 mesh, 0.2 parts by weight of electrolytic copper powder with an average particle diameter of 180 mesh, 0.1 part by weight of graphite, 0.25 parts by weight of polyvinyl chloride emulsion, and 0.15 parts by weight of manganese sulfide, and put them into the cone Mix thoroughly in a mixer.
[0060] (2) Repression
[0061] Put the uniformly mixed powder into an automatic molding machine with a pressing tonnage of 50 tons for pressing.
[0062] (3) Sintering
[0063] The sintering step was performed in a mesh belt furnace; the pre-firing temperature was 800° C., and the pre-firing time was 60 minutes; the sintering temperature was 1100° C., and the sintering time was 4 hours. During the sintering process of the mesh belt furnace, the flow rate of the combustion gas hydrogen is 30 cubic meters, and the flow rate of the protective gas helium is 40 cubic meters....
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More