Production process of cable for high-speed train
A production process and technology for high-speed trains, applied in cable/conductor manufacturing, conductor/cable insulation, circuits, etc., can solve problems such as poor impact resistance and oil resistance, achieve enhanced impact resistance and shock resistance, and enhance mechanical softness Sexuality and flame retardancy, the effect of increasing flexibility
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] A production process for cables for high-speed trains, comprising the following steps:
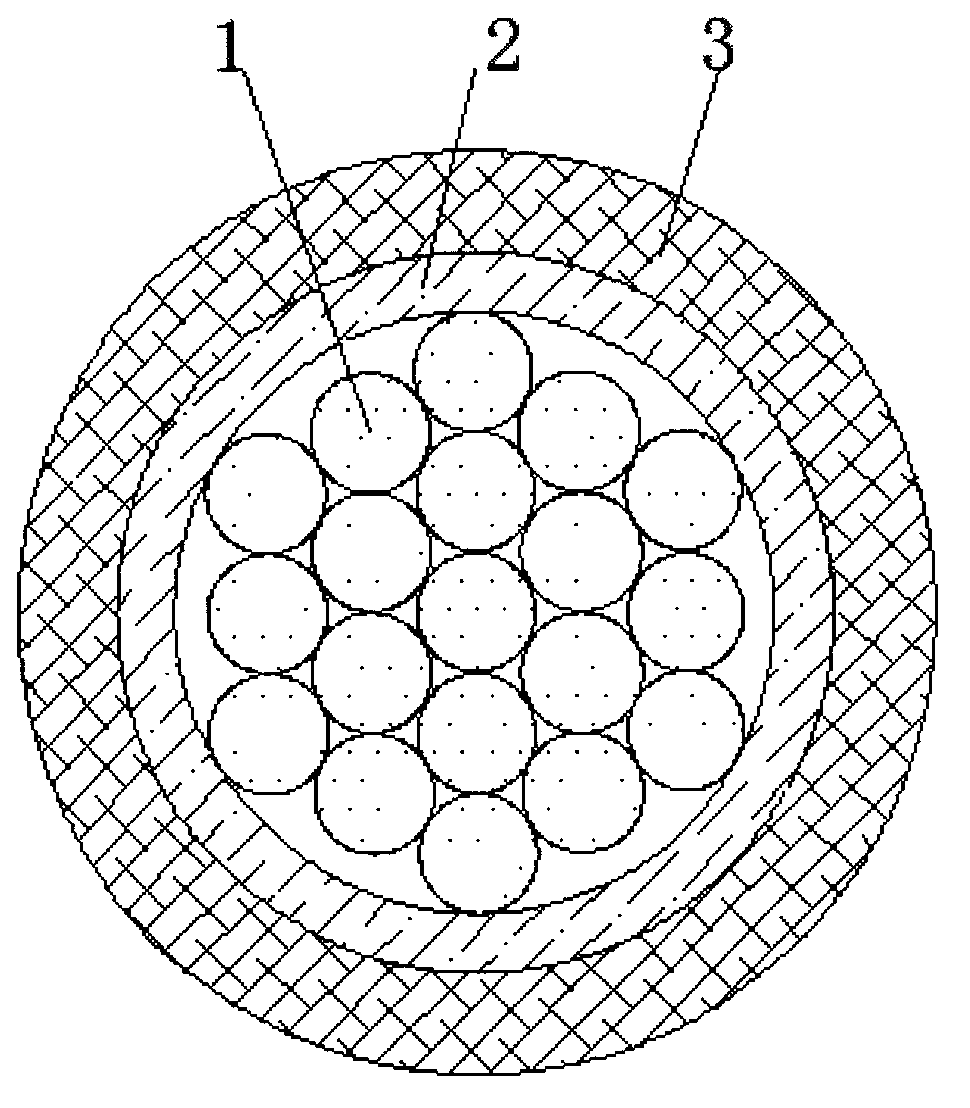
[0022] Step 1, using a plurality of thin tinned copper wires of the same diameter to be layered, multiple times, and stranded in the same direction to form a conductor cable core 1;
[0023] Step 2. Synchronously extrude the inner insulation layer 2 and the outer insulation layer 3 outside the conductor cable core 1 made in step 1. The inner insulation layer 2 is made of radiation cross-linked polyolefin material with high electrical performance, and the outer insulation layer 3 is made of high Irradiation cross-linked polyolefin materials with flame retardant properties;
[0024] The components and mass percentages of the inner insulating layer 2 are: cross-linkable polyolefin base material 50%, polymer plasticizer 23%, antioxidant 1%, sensitizer 25%, sensitizer 0.5% , magnesium hydroxide 0.5%;
[0025] The components and mass percentages of the outer insulating layer 3 are: 45% ...
Embodiment 2
[0027] A production process for cables for high-speed trains, comprising the following steps:
[0028] Step 1, using a plurality of thin tinned copper wires of the same diameter to be layered, multiple times, and stranded in the same direction to form a conductor cable core 1;
[0029] Step 2. Synchronously extrude the inner insulation layer 2 and the outer insulation layer 3 outside the conductor cable core 1 made in step 1. The inner insulation layer 2 is made of radiation cross-linked polyolefin material with high electrical performance, and the outer insulation layer 3 is made of high Irradiation cross-linked polyolefin materials with flame retardant properties;
[0030] The components and mass percentages of the inner insulating layer 2 are: cross-linkable polyolefin base material 55%, polymer plasticizer 20%, antioxidant 1%, sensitizer 23%, sensitizer 0.5% , Phosphate 0.5%;
[0031] The components and mass percentages of the outer insulating layer 3 are: 50% cross-link...
Embodiment 3
[0033] A production process for cables for high-speed trains, comprising the following steps:
[0034] Step 1, using a plurality of thin tinned copper wires of the same diameter to be layered, multiple times, and stranded in the same direction to form a conductor cable core 1;
[0035] Step 2. Synchronously extrude the inner insulation layer 2 and the outer insulation layer 3 outside the conductor cable core 1 made in step 1. The inner insulation layer 2 is made of radiation cross-linked polyolefin material with high electrical performance, and the outer insulation layer 3 is made of high Irradiation cross-linked polyolefin materials with flame retardant properties;
[0036] The components and mass percentages of the inner insulating layer 2 are: 55% of cross-linkable polyolefin base material, 20% of polymer plasticizer, 1% of alkyl polyphenol material, 23% of TMPTM, 0.5% of carbon black, Magnesium hydroxide 0.5%;
[0037] The components and mass percentages of the outer ins...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More