

Steel with stable oxide layer for pretreatment-free high-strength container and manufacture method of steel
A manufacturing method and oxide layer technology, applied in the field of hot-rolled strip production, can solve problems such as increased manufacturing costs, low yield strength of weather-resistant steel plates, influence on steel plate welding performance and low-temperature impact performance, and achieve the effect of improving corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
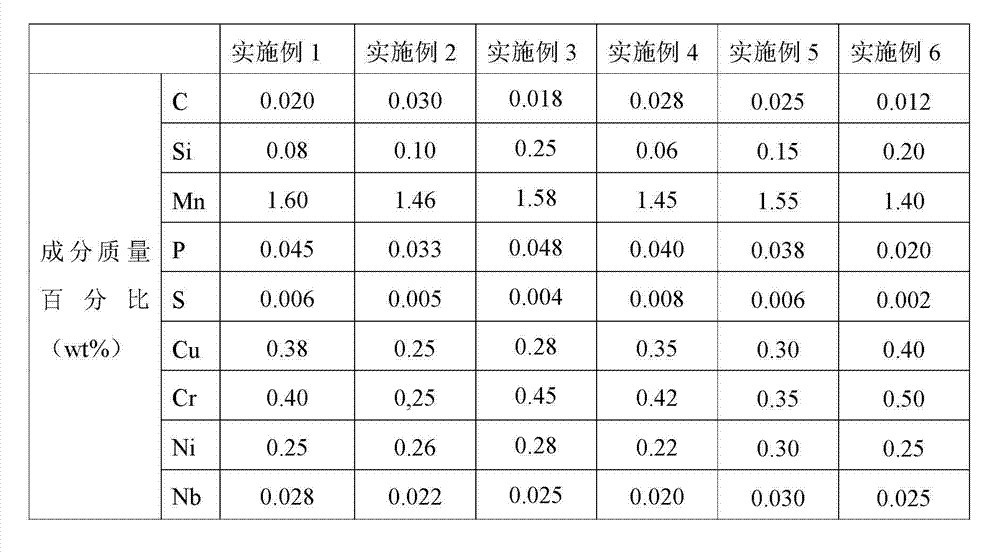
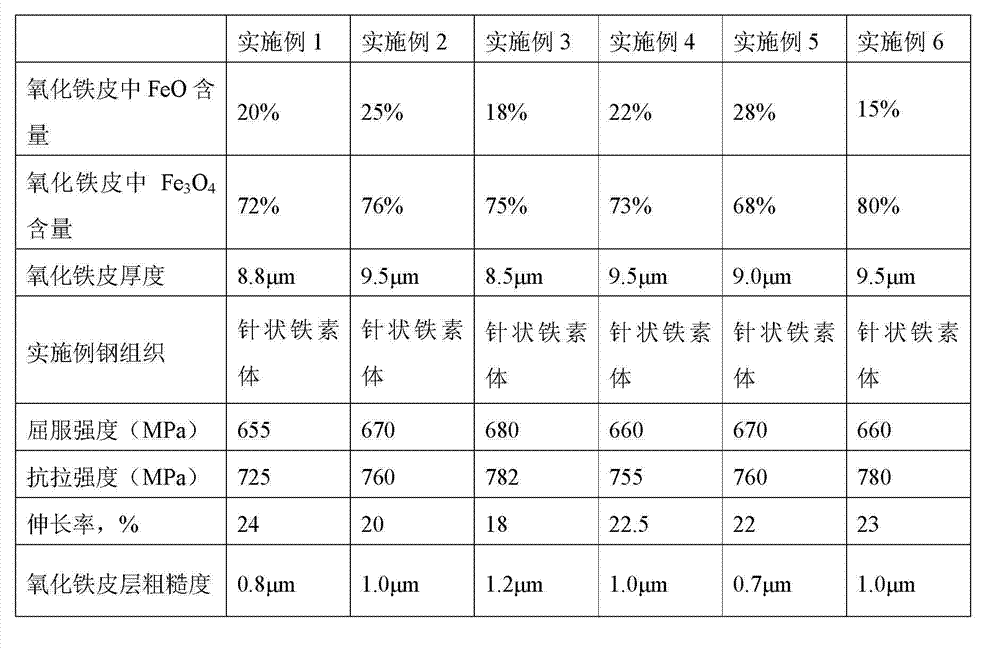
Embodiment 1
[0022] The thickness of the slab in Example 1 is 230mm, and the thickness of the finished product is 4mm. During refining in the LF furnace, the speed of feeding the calcium wire is controlled at 4.0m / s, and the Ca / Al ratio is controlled at 0.11 before the calcium treatment; Controlled at 1250°C, the exit temperature of rough rolling at 1050°C, the number of rough rolling passes is 5, and all 5 passes of rough rolling are descaled; the cumulative reduction is 70%, and the starting temperature of the finishing mill is controlled at 980°C, finish rolling temperature at 820°C, rolling speed 8.5m / s, cumulative reduction 80%, each stand of finishing rolling is lubricated rolling, and the surface roughness Ra of the rolls at the end stand of the finishing mill is controlled at 1.8μm ;The relaxation cooling time of the steel plate in the finishing rolling unit is 30S, the cooling speed is controlled at 35℃ / S, and the coiling temperature is controlled at 450℃. , and then heat-preserve...
Embodiment 2
[0023] The thickness of the slab in Example 2 is 230mm, and the thickness of the finished product is 4mm. During refining in the LF furnace, the calcium wire feeding speed is controlled at 3.8m / s, and the Ca / Al ratio is controlled at 0.12 before the calcium treatment; Controlled at 1220°C, the exit temperature of rough rolling is 1020°C, the rolling pass of rough rolling is 4 passes, all 4 passes of rough rolling are descaled, and the cumulative reduction is 75%; the starting temperature of finishing mill is controlled at 950°C, finish rolling temperature at 800°C, rolling speed 7.5m / s, cumulative reduction 85%, each stand of finishing rolling is lubricated rolling, and the surface roughness Ra of the rolls at the end stand of the finishing mill is controlled at 1.5μm ;The relaxation cooling time of the steel plate in the finishing rolling unit is 40S, the cooling rate is 25°C / S, and the coiling temperature is controlled at 450°C. After coiling, the steel coil is transferred to...
Embodiment 3
[0024] The thickness of the slab in Example 3 is 230mm, and the thickness of the finished product is 2.0mm. During refining in the LF furnace, the feeding speed of the calcium wire is controlled at 4.8m / s, and the Ca / Al ratio is controlled at 0.10 before the calcium treatment; The temperature is controlled at 1250°C, the exit temperature of rough rolling is 1050°C, the rolling pass of rough rolling is 5 passes, all 5 passes of rough rolling are descaled, and the cumulative reduction is 80%; the starting temperature of the finishing mill is controlled At 980°C, the finish rolling temperature is 850°C, the rolling speed is 12m / s, and the cumulative reduction is 80%. Each stand of the finish rolling is lubricated rolling, and the surface roughness Ra of the rolls of the last stand of the finish rolling mill is controlled at 1.8μm ;The relaxation cooling time of the steel plate in the finishing rolling unit is 30S, and the cooling rate is 25°C / S; the coiling temperature is controll...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More