

Novel casting technique of semitrailer brake drum
A casting process and brake drum technology, applied in the field of semi-trailer brake drum casting process, can solve the problems of substandard mechanical properties, aggravated surface tension, difficulty in cleaning sand and removing boxes, etc., reducing the number of operating workers and reducing fractures. possibility, the effect of increasing the per capita unit output
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
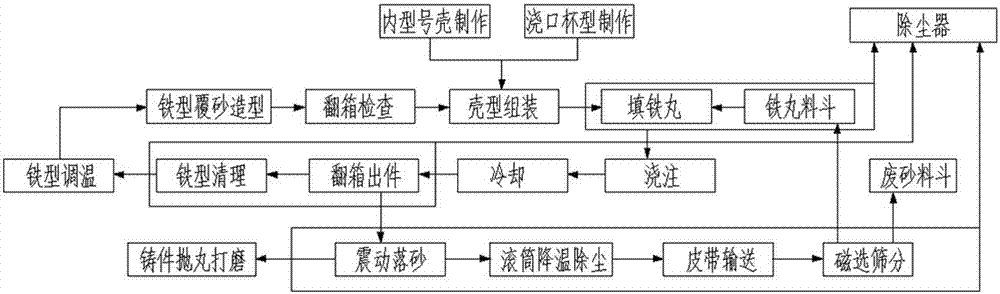
[0032] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
[0033] see figure 1 , the first step is to make the inner shell and sprue cup: select 40-120 mesh coated sand, and use the sand injection molding machine to make the inner sand shell and sprue cup with a thickness of 10mm;
[0034] The second step is iron mold temperature adjustment and sand-covered molding: adjust the iron mold on the roller table of the production line to 300°C, then move the iron mold to the molding machine through the hydraulic ejector pin transmission mechanism, and sand-cover the iron mold to form a Sand-coated iron type;
[0035] The third step is to turn over the box inspection: check the sand-covered iron mold made by the sand-covered molding, and observe whether there are any unfulfilled defects or sticky sand defects in the cavity. mark does not enter the next process;
[0036] The fourth step is shell mold assembly: move ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More