

Manufacturing method of large-sized cast steel part lost foam mold
A manufacturing method and technology of lost foam, applied in the direction of manufacturing tools, casting molds, cores, etc., can solve the problems of long manufacturing cycle, high equipment requirements, high production cost, etc., to shorten the manufacturing cycle, reduce production costs, and improve production efficiency effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] A method for manufacturing a lost foam mold for large steel castings, the method comprises the following steps of determining the material for making the lost foam mold, making the lost foam mold, surface treatment and modeling, and dimension control in the process, characterized in that: the manufacturing of the lost foam mold The mold includes the following processes:
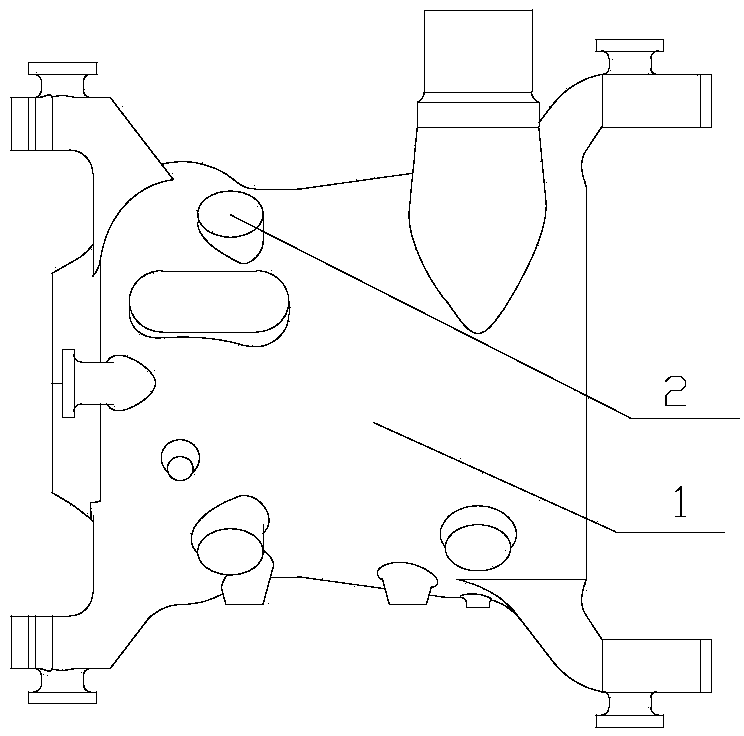
[0034] a. Three-dimensional modeling: establish a three-dimensional model according to the casting process drawing, such as figure 1 Shown: the main part is the overall entity 1, the local purchase of the lost foam block 2, the entire outer mold surface plus anti-deformation to compensate for deformation, each surface + 3mm;
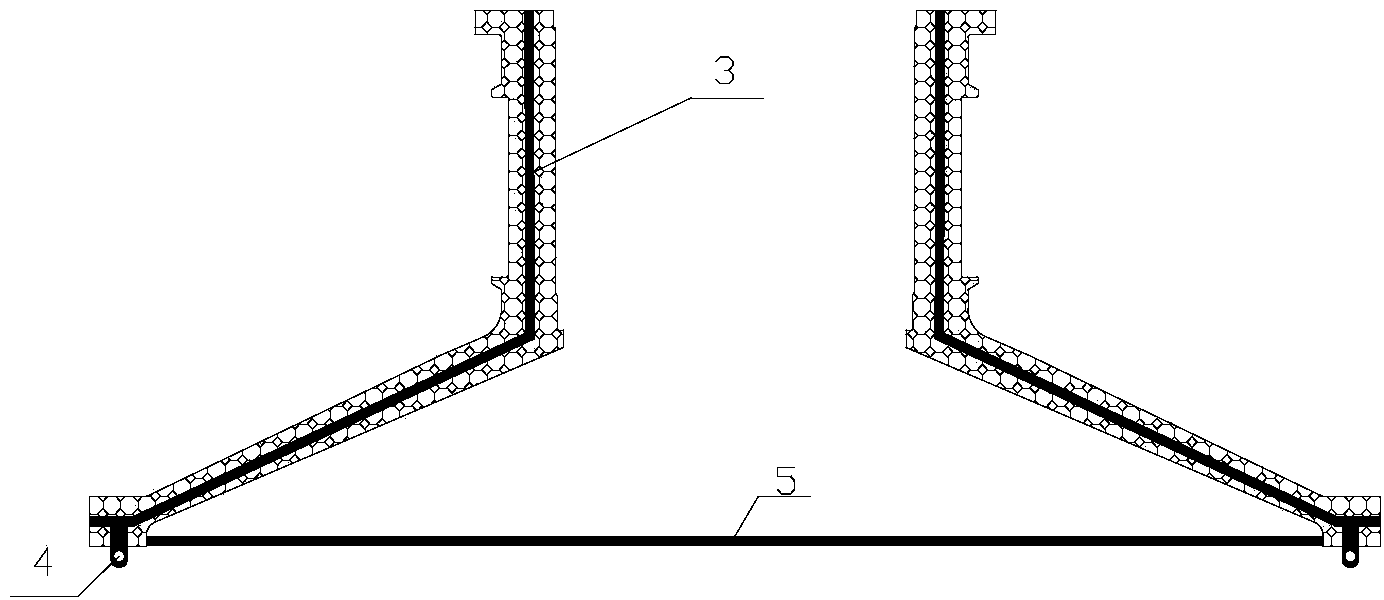
[0035] b. If figure 2 Shown: The design guarantees the strength of the internal conformal square steel support frame 3, and its size and specification requirements: outline size 3000m, square steel support frame size: 80mm*80mm;
[0036] c. Design lifting device 4: At least f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Density | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More