

On-line quenching and plate shape controlling technology for 12MnNiVR steel plate
A technology of shape control and steel plate, applied in manufacturing tools, tail end control, metal rolling, etc., can solve problems such as low cooling efficiency, and achieve the effect of improving cooling efficiency, simplifying process flow, and reducing hoisting
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
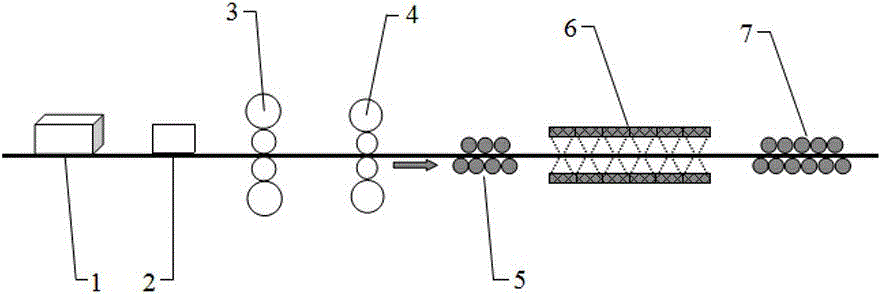
[0032] The size of the 12MnNiVR billet in this example is 220mm*2060mm*2619mm, and the size of the finished steel plate is 20.69mm*2085mm*27571mm. Considering the shot blasting process before tempering, rolling with a positive tolerance is adopted, with a total of 13 rolling passes and 7 rough rolling passes. , Finish rolling 6 passes. The schematic diagram of the layout of the double-stand medium and heavy plate rolling line is as follows figure 1 As shown, heating furnace 1, descaling box 2, 2800mm four-high reversible roughing mill 3, 2690mm four-high reversible finishing mill 4, pre-leveler 5, ultra-fast cooling system 6, hot leveler 7 are set in sequence, and the billet The specific processing steps are as follows.
[0033] (1) The chemical composition weight percent of the 12MnNiVR steel plate is: C: 0.085~0.11, Si: 0.16~0.3, Mn: 1.4~1.5, P: 0~0.013, S: 0~0.003, Cr: 0~0.08, Cu: 0~0.06, Mo: 0.08~0.13, Nb: 0~0.01, V: 0.04~0.055, Ti: 0.007~0.03, Ni: 0.22~0.26, Alt: 0.01~0...
Embodiment 2
[0057] The size of the 12MnNiVR blank in this embodiment is 220mm*2060mm*2510mm, and the size of the finished steel plate is 32.6mm*2525mm*13842mm. The operation that it adopts is basically the same as embodiment 1, and the difference is:
[0058] Also includes
[0059] (1) The chemical composition weight percentage of 12MnNiVR billet is: C: 0.0952, Si: 0.1958, Mn: 1.4301, P: 0.0117, S: 0.002, Cr: 0.0429, Cu: 0.0353, Mo: 0.0888, Nb: 0.0018, V: 0.0439, Ti: 0.011, Ni: 0.2335, Alt: 0.0196, and the rest are Fe and unavoidable impurities.
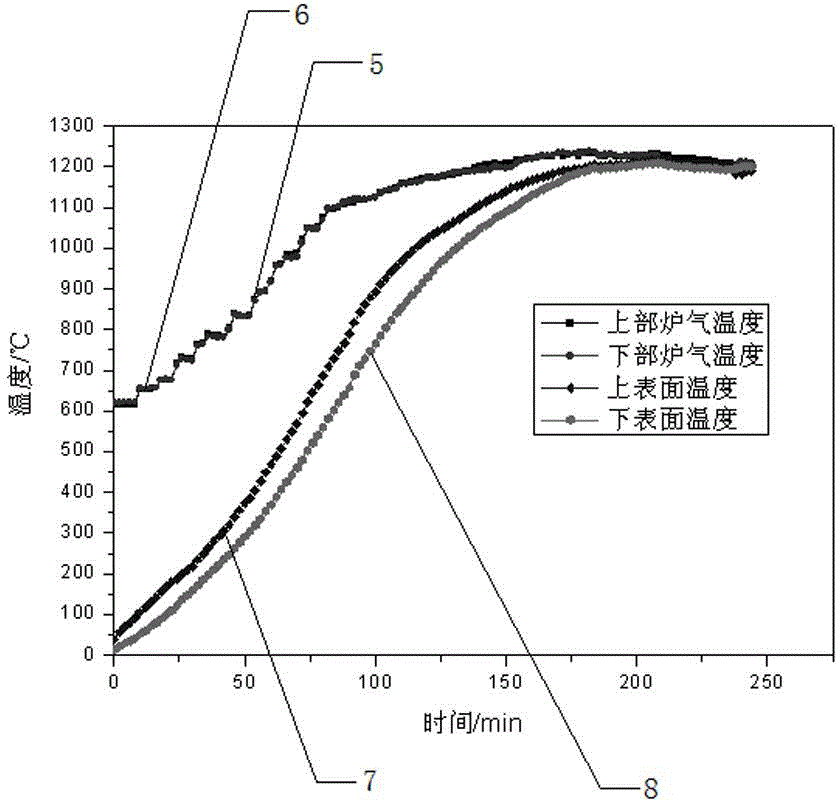
[0060] (2) Billet cold charging step: the billet is cooled for 71.9 hours before steel loading, the furnace gas temperature in the heat recovery section of heating furnace 1 is 615~989°C, the furnace gas temperature in the first heating section is 1014~1111°C, and the furnace gas temperature in the second heating section is 1110°C ~1209℃, furnace gas temperature in the third heating section 1198~1235℃, furnace gas temperature in the soaking se...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More