

Method for producing non-woven fabric
A manufacturing method and non-woven technology, applied in the field of non-woven manufacturing, can solve problems such as difficulty in suppressing cost, reduction in non-woven strength of fluffed non-woven fabric, and non-woven fabric damage.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
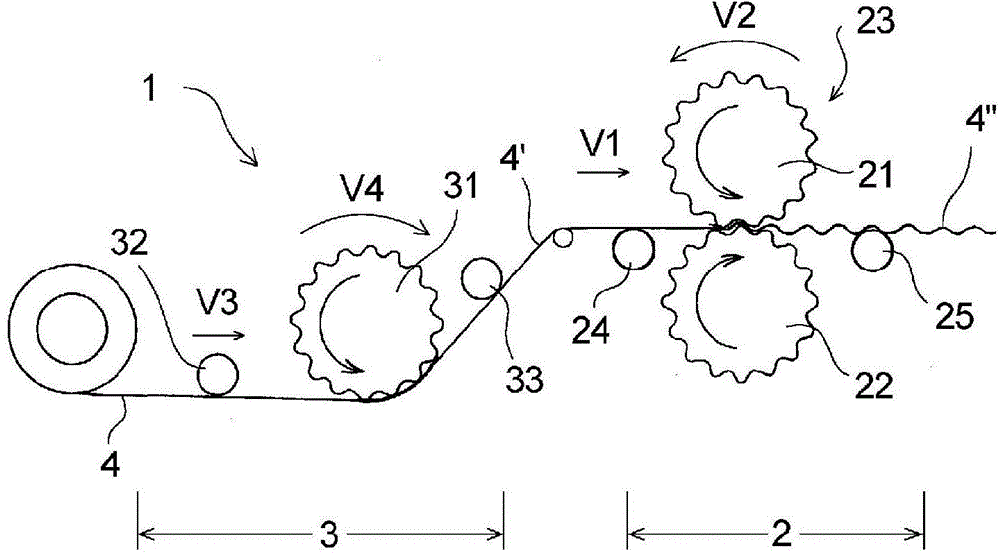
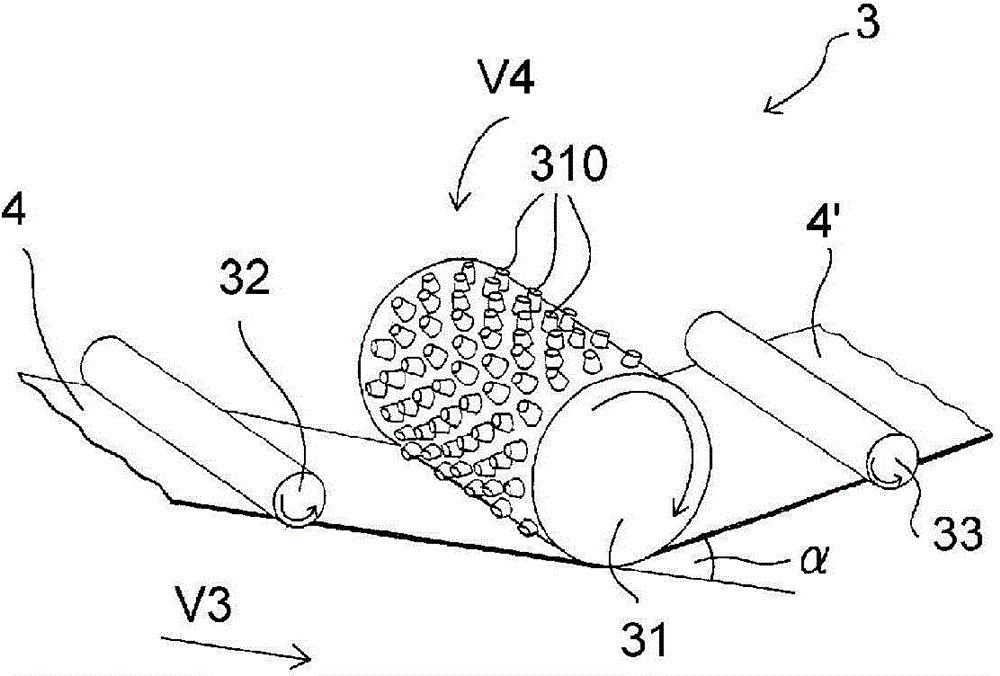
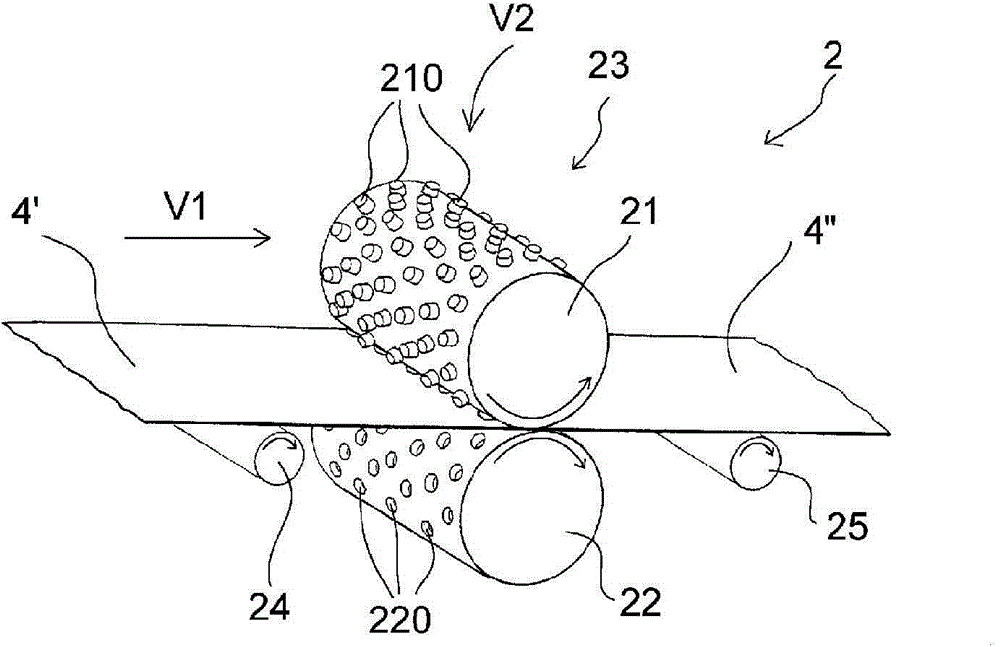
[0129] Use unit area weight 15g / m 2 , SMS non-woven fabric with a fiber diameter of 1.3dtex and an area ratio of 15% of the thermocompression bonded part (the thermally welded part produced by embossing). The fiber of the spun bond layer of this SMS nonwoven fabric used the fiber which mixed 1.0 mass % of the softening agent (specifically, erucamide) as a surfactant in the ethylene-propylene copolymer resin. follow with Figure 2 ~ Figure 4 The above-mentioned processing method shown is performed in the same manner. In addition, the height of each convex portion 310 of the convex roller 31 used for fluffing is 0.6 mm, the distance (pitch) between adjacent convex portions in the rotation axis direction is 1.4 mm, and the adjacent convex portions in the circumferential direction The distance (pitch) from each other is 2.1 mm. The conveying speed V3 of the nonwoven fabric was 20 m / min, and the convex roller 31 was rotated at four times the peripheral speed V4 in the opposite d...
Embodiment 2
[0131] Using a spun-bonded non-woven fabric layer made of polypropylene resin, with a basis weight of 15 g / m 2, SMS non-woven fabric with a fiber diameter of 16 μm and an area ratio of 20% of the heat-compression bonded part (heat-welded part by embossing). Processing under the same conditions as in Example 1 was carried out to obtain the nonwoven fabric of Example 2. The total draw ratio of the nonwoven fabric is 1.7 times. The ratio of the pitch of the thermocompression bonding part of the nonwoven fabric to the pitch of the convex part of the concave-convex roll (the pitch of the thermocompression bonding part of the nonwoven fabric / the pitch of the convex part) in the MD direction (roller circumferential direction) It was performed at 0.37, and it was performed at 0.37 in the CD direction (roll rotation axis direction). The ratio of the area ratio of the thermocompression bonded portion of the nonwoven fabric to the total draw ratio of the nonwoven fabric was 0.118.
Embodiment 3
[0133] Using a composite spunbonded nonwoven fabric layer with a core made of acrylic resin and a sheath made of polyethylene resin, with a weight per unit area of 17 g / m 2 , a nonwoven fabric with a fiber diameter of 17 μm and an area ratio of 16% of the heat-compression bonded portion (heat-welded portion generated by embossing) without a meltblown layer and only a spunbond layer. Processing under the same conditions as in Example 1 was carried out to obtain the nonwoven fabric of Example 3. The total draw ratio of the nonwoven fabric is 1.7 times. The ratio of the pitch of the thermocompression bonding part of the nonwoven fabric to the pitch of the convex part of the concave-convex roll (the pitch of the thermocompression bonding part of the nonwoven fabric / the pitch of the convex part) in the MD direction (roller circumferential direction) Performed at 0.23, and performed at 0.40 in the CD direction (roll rotation axis direction). The ratio of the area ratio of the th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More