

Sheath-coated flux-cored brazing wire and production method thereof
A brazing and flux-cored technology, applied in welding equipment, welding medium, manufacturing tools, etc., can solve the problem of difficult processing of high-strength flux-cored welding wire, and achieve the effect of avoiding uneven powder mixing and simple production method.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
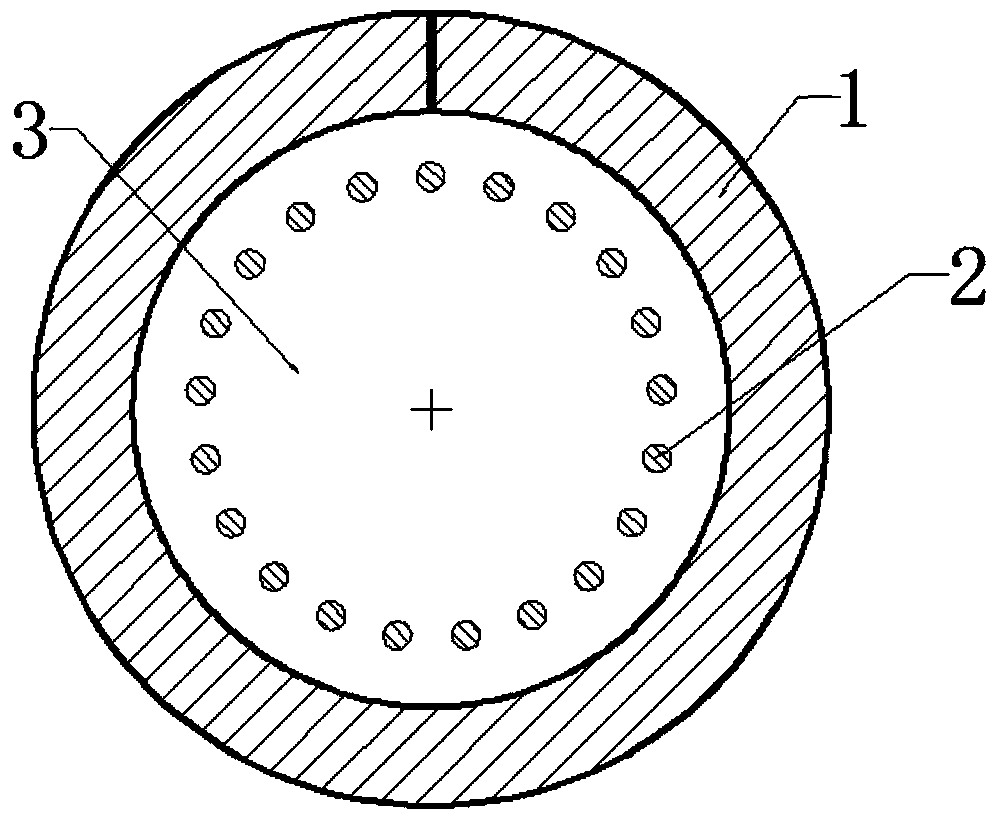
[0028] The sheath of the new leather-wrapped flux-cored welding wire of the present invention is as shown in the schematic diagram of the welding wire structure. Sheath 1, the specification is 0.4×9mm4045 aluminum alloy strip, the sandwich wire 2 is φ0.1mm red copper wire, and the brazing flux 3 is raw material KF (2.51-48.36%) +AlF 3 (28.31~51.64%)+CsF (0~66.51%) mixture, the outer skin and the sandwich wire are melted to form an aluminum-silicon-copper alloy during the brazing process, and its composition is Si: 7-9%, Cu17-21%, and the balance is Al.
[0029] Wire preparation process:
[0030] 1. Process the 4045 aluminum alloy into an aluminum alloy strip with a thickness of 0.4mm and a width of 9mm;
[0031] 2. Roll the alloy strip into a U-shaped groove structure in the forming machine, add 21 red copper wires of φ0.1mm in the U-shaped groove, and then add the above-mentioned mixed flux, and finally synthesize O-shaped, and reduce the diameter to φ2. 4mm;
[0032] 3. A...
Embodiment 2
[0034] The sheath of the new leather-wrapped flux-cored welding wire of the present invention is such as the sheath 1 in the wire structure schematic diagram, the specification is 0.4×12mm4047 aluminum alloy strip, the sandwich wire 2 is brass wire of φ0.08mm, and the brazing flux 3 is raw material KF (2.51~48.36%) )+AlF 3 (28.31~51.64%)+CsF (0~66.51%) mixture, during the brazing process, the skin and the sandwich wire melt to form an aluminum-silicon-copper-zinc alloy, and its composition is Si7~10%, Cu20~24%, Zn4~6% balance for Al.
[0035] Wire preparation process:
[0036] 1. Process the 4047 aluminum alloy into an aluminum alloy strip with a thickness of 0.4mm and a width of 12mm;
[0037] 2. Roll the alloy strip into a U-shaped groove structure in the forming machine, add 20 φ0.08mm red copper wires into the U-shaped groove, and then add the above-mentioned mixed flux, and finally synthesize O-shaped, reduce the diameter to φ3. 2mm;
[0038] 3. After being reduced in...
Embodiment 3
[0040] The sheath of the new leather-wrapped flux-cored welding wire of the present invention is such as the sheath 1 in the wire structure schematic diagram, the specification is 0.6×10mm4045 aluminum alloy strip, the sandwich wire 2 is brass wire of φ0.12mm, and the brazing flux 3 is raw material KF (2.51~48.36%) )+AlF 3 (28.31~51.64%)+CsF (0~66.51%) mixture, during the brazing process, the skin and the sandwich wire melt to form an aluminum-silicon-copper-zinc alloy, and its composition is Si6~10%, Cu16~20%, Zn1~2% balance for Al.
[0041] Wire preparation process:
[0042] 1. Process the 4045 aluminum alloy into an aluminum alloy strip with a thickness of 0.6mm and a width of 10mm;
[0043] 2. Roll the alloy strip into a U-shaped groove structure in the forming machine, add 6 pieces of φ0.12mm red copper wires into the U-shaped groove, then add the above-mentioned mixed flux, and finally synthesize O-shaped, reduce the diameter to φ2. 6mm;
[0044] 3. After being reduc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More