

Cold-rolled strip welding technology method
A welding process, a technology of cold-rolled steel strip, applied in the resistance welding process of steel strip, the production process field of cold-rolled steel strip, can solve the problem that the weld cannot be normalized by itself, the toughness of the weld seam, the limitation of the thickness range of the welded steel strip, and the welding Smoke and dust are harmful to workers' health and other problems, and achieve the effect of eliminating residual welding stress, fast welding speed and reliable method
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
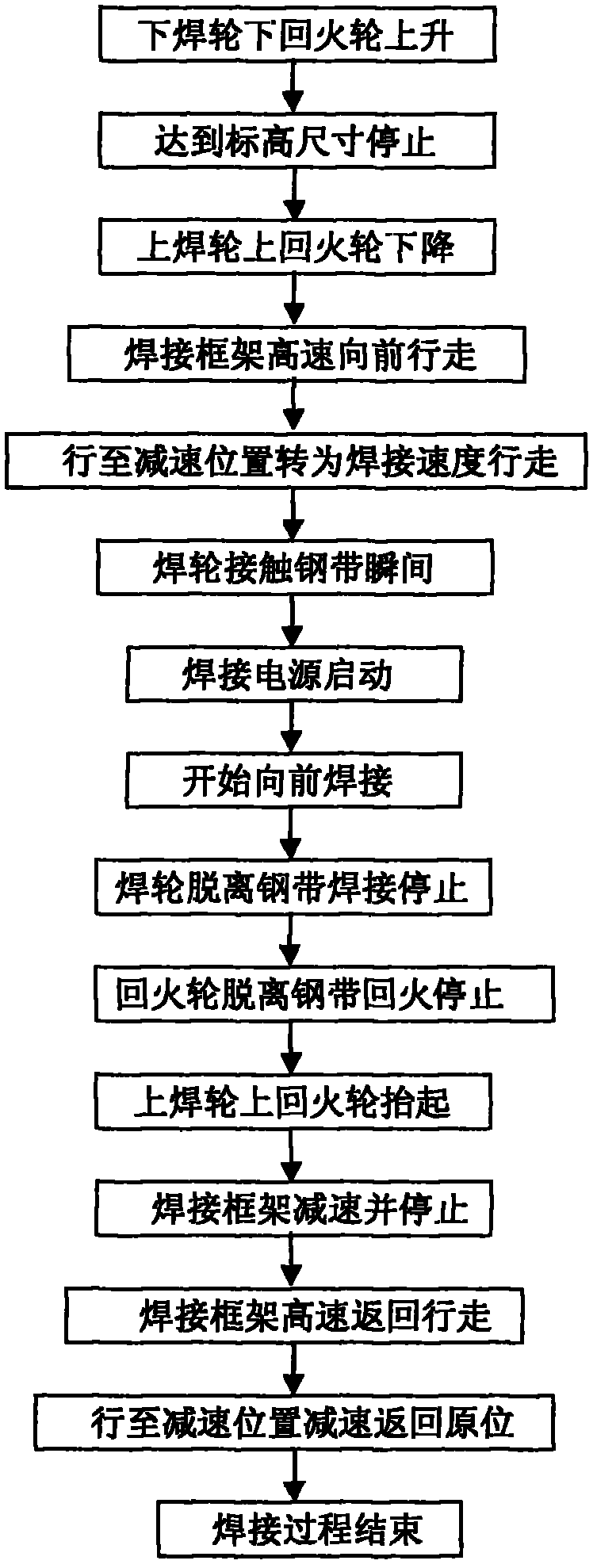
[0018] The lower welding wheel and the lower tempering wheel rise → reach the elevation and stop → the upper welding wheel and the upper tempering wheel go down → the welding frame moves forward at high speed → travel to the deceleration position and turn to the welding speed → the moment the welding wheel touches the steel strip → the welding power starts →Start forward welding→Welding wheel breaks away from the steel strip and welding stops→Tempering wheel breaks away from the steel strip and stops tempering→The upper welding wheel and upper tempering wheel lift up→Welding frame decelerates and stops→Welding frame returns to walk at high speed→Walk to decelerate The position decelerates and returns to the original position → the welding process ends.
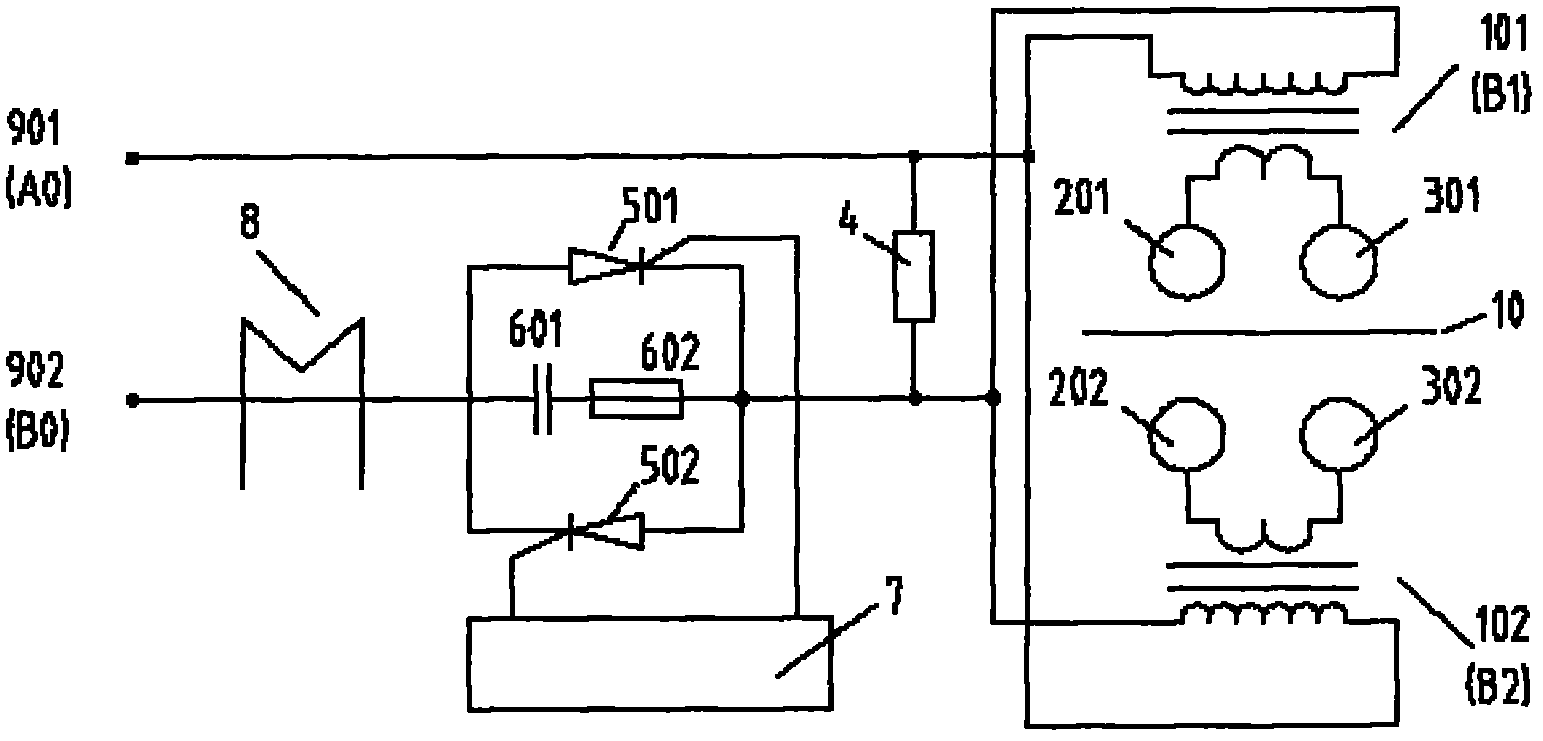
[0019] The welding frame walks forward with the upper welding wheel 201, the lower welding wheel 202, the upper tempering wheel 301, and the lower tempering wheel 302; When the welding transformer 101 (B1), 102 (B2) is powered...
Embodiment 2
[0021] The welding frame walks forward with the upper welding wheel 201, the lower welding wheel 202, the upper tempering wheel 301, and the lower tempering wheel 302; On, welding transformers 101 (B1), 102 (B2) are energized on the primary side, and the secondary side circuit is closed. The current flows through the steel strip 10 and generates heat through the resistance of the steel strip itself. ;When the welding wheels 201, 202 are separated from the steel strip, the welding stops, and the tempering stops when the tempering wheels 301, 302 are separated from the steel strip, and the upper welding wheel 201 and the upper tempering 301 wheel are lifted; the welding frame decelerates and stops; the welding frame returns to walk at a high speed , go to the deceleration position and decelerate to return to the original position; the welding process is over. In the schematic diagram, resistor 4 is an absorbing resistor, which is equivalent to the load as a buffer; RC circuits 6...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More