Brazing auxiliary friction stir welding method suitable for aluminum and steel dissimilar material lap joint
A technology of dissimilar materials and auxiliary stirring, applied in the direction of welding/welding/cutting items, welding equipment, welding equipment, etc., can solve the problems of excessive difference in thermal expansion coefficient, embrittlement of joints, low connection strength, etc., and achieve reliable strength , The welding seam is beautifully formed, and the effect of automation is realized
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
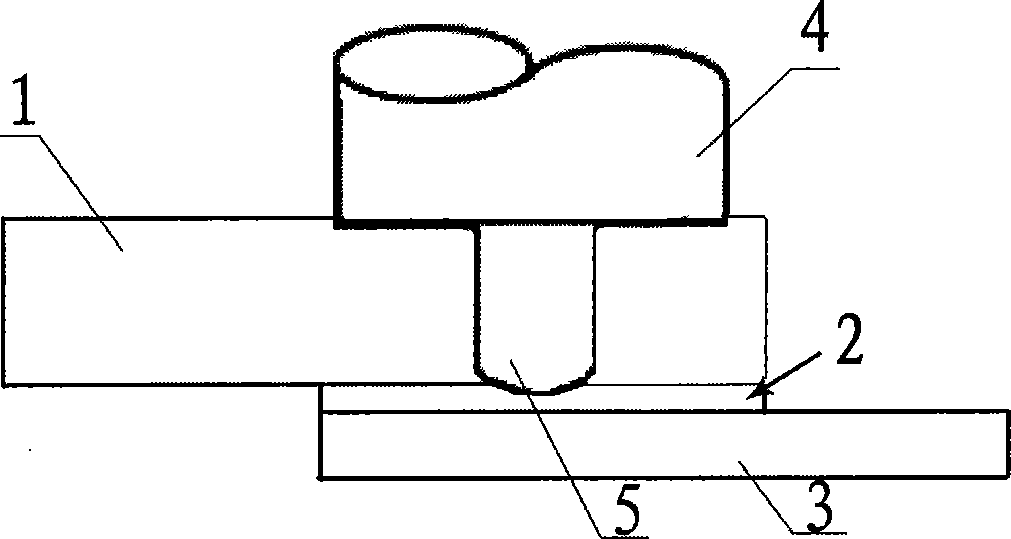
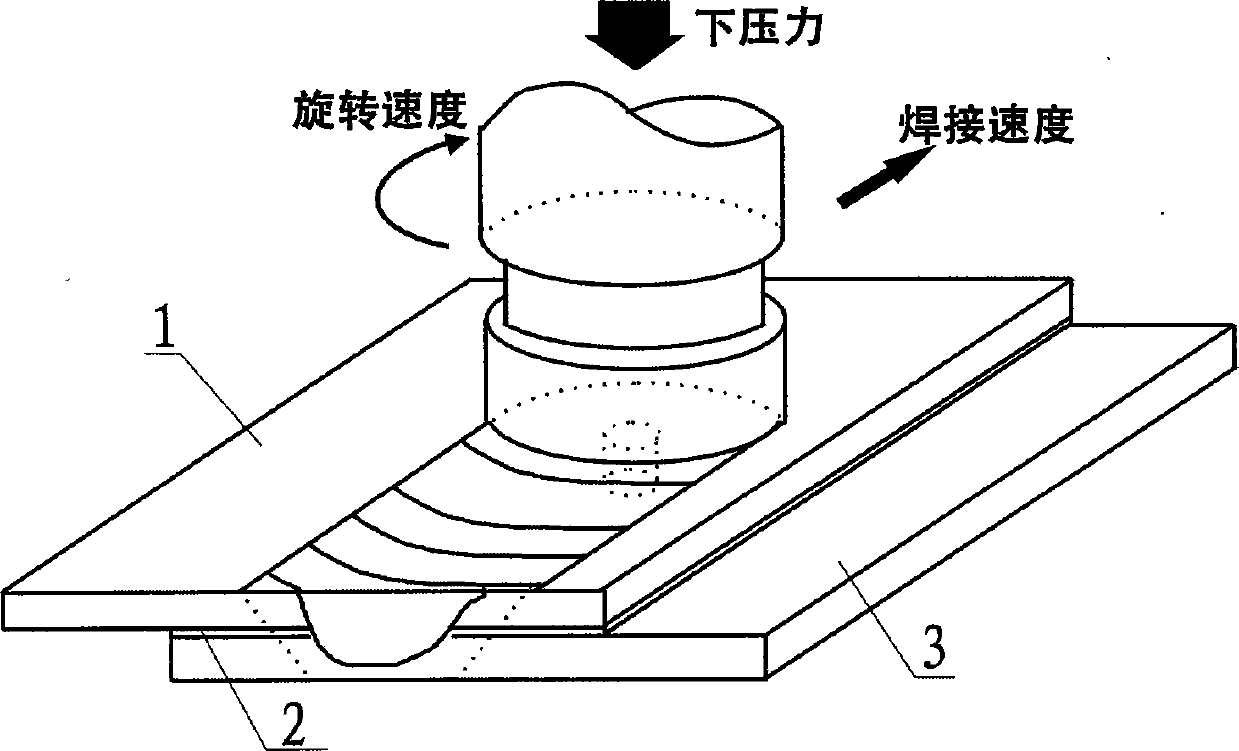
[0018] combine Figure 1 ~ Figure 3 Describe this implementation mode, this implementation mode is realized through the following steps:
[0019] Step 1. Use a steel brush to clean the contact surface and surroundings of the steel plate and aluminum plate to be welded to remove oxides on the surface of the test piece, and use organic solvent alcohol or acetone to wipe the surface of the steel plate and aluminum plate to remove oil and other sundries;
[0020] Step 2. Select a pure zinc sheet 2 with a thickness of 0.05mm according to the material to be welded, and determine the width of the sheet according to the diameter of the shaft shoulder of the stirring head. The width of the sheet is 5mm larger than the diameter of the shaft shoulder. The length of determines the length of the flake;
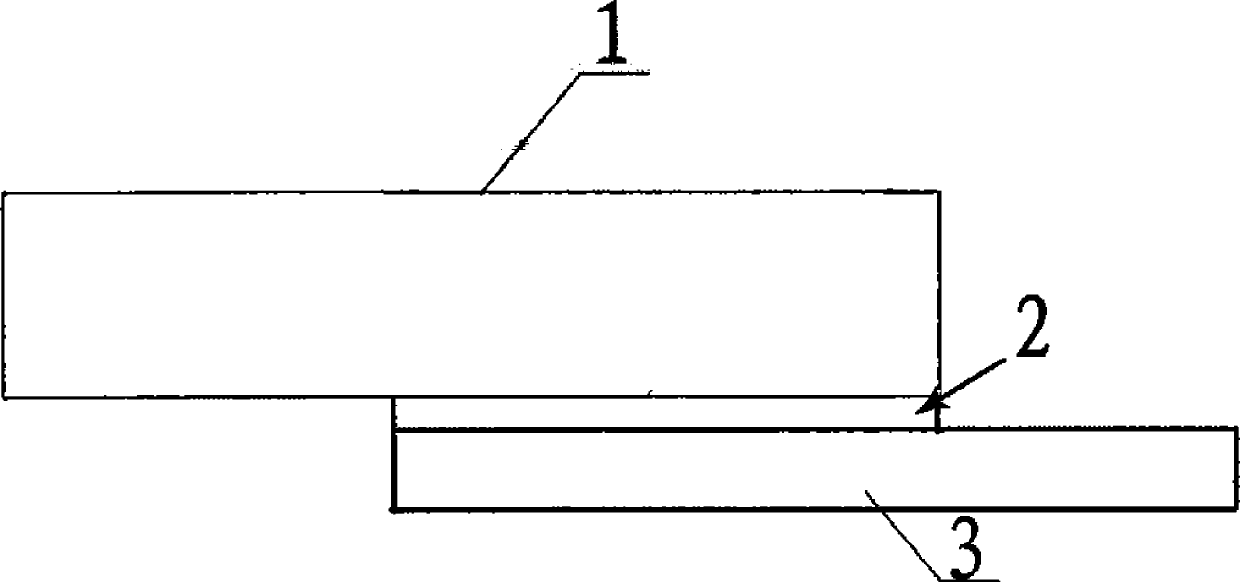
[0021] Step 3, forming a lap joint in which the aluminum plate 1 is on the top and the steel plate 2 is on the bottom, the thin sheet 2 is located in the middle of the lap joint, and is i...
Embodiment 2
[0025] Step 1. Use a steel brush to clean the contact surface and surroundings of the steel plate and aluminum plate to be welded to remove oxides on the surface of the test piece, and use organic solvent alcohol or acetone to wipe the surface of the steel plate and aluminum plate to remove oil and other sundries;
[0026] Step 2. According to the material to be welded, select an aluminum-zinc sheet with a thickness range of 0.2mm, and determine the width of the sheet according to the diameter of the shaft shoulder of the stirring head. The width of the sheet is 2mm larger than the diameter of the shaft shoulder. The length of determines the length of the flake;
[0027] Step 3, forming a lap joint with the aluminum plate at the top and the steel plate at the bottom, the thin sheet is in the middle of the lap joint and is in contact with the upper surface of the steel plate and the lower surface of the aluminum plate respectively;
[0028] Step 4. Select the range of welding p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com