

Butt joint method for super-thick steel plates
A technology of extra-thick steel plates and steel plates, which is applied in the field of butt joints of extra-thick steel plates, can solve the problems of poor flatness of raw materials at the factory, failure to meet design and manufacturing requirements, and machine tool processing capabilities that cannot reach the equality of roll plates and rolls, and achieve the effect of fast heat dissipation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
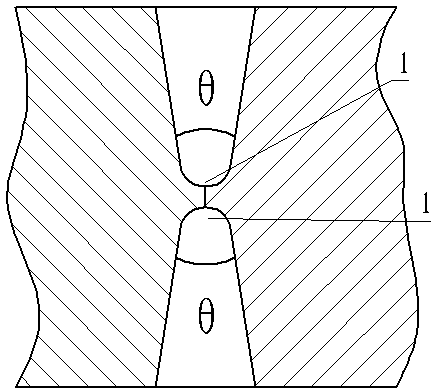
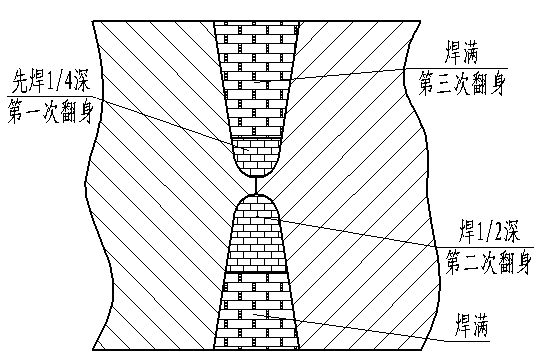
[0027] The thickness of the steel plate is 140mm, and the material is Q345D. First, process the gap at the joint of the two steel plates. The gap is a double-sided symmetrical U-shaped groove, the angle of the groove is 8°, and the radius of the arc at the root of the groove is 9mm; welding Preheating before the front, the preheating temperature reaches 40±5°C, after preheating, position the weld seam; alternately weld the weld seams on both sides by turning over multiple times, first weld the front weld seam to the 1 / 4 depth of the U-shaped groove Turn over the steel plate at the same time, and then weld the reverse side weld seam, turn over the steel plate again when welding to 1 / 2 depth of the U-shaped groove, and then weld the U-shaped groove on the front side completely, turn over the steel plate for the third time, and weld the U-shaped groove on the reverse side , Each layer of weld seam is de-welded in sections; during the welding process, the steel plate is restrained ...
Embodiment 2
[0029]The thickness of the steel plate is 150mm, and the material is Q345D. First, process the gap at the joint of the two steel plates. The gap is a double-sided symmetrical U-shaped groove, the angle of the groove is 9°, and the radius of the arc at the root of the groove is 10mm; welding Preheating before the front, the preheating temperature reaches 50±5°C, after preheating, position the weld seam; alternately weld the weld seams on both sides by turning over multiple times, first weld the front weld seam to 1 / 4 of the depth of the U-shaped groove Turn over the steel plate at the same time, and then weld the reverse side weld seam, turn over the steel plate again when welding to 1 / 2 depth of the U-shaped groove, and then weld the U-shaped groove on the front side completely, turn over the steel plate for the third time, and weld the U-shaped groove on the reverse side , Each layer of weld seam is de-welded in sections; during the welding process, the steel plate is restrain...
Embodiment 3
[0031] The thickness of the steel plate is 180mm, and the material is Q345D. First, process the gap at the joint of the two steel plates. The gap is a double-sided symmetrical U-shaped groove, the angle of the groove is 10°, and the radius of the arc at the root of the groove is 11mm; welding Preheating before the front, the preheating temperature reaches 60±5°C, after preheating, position the weld seam; alternately weld the weld seams on both sides by turning over multiple times, and weld the front seam first to the 1 / 4 depth of the U-shaped groove Turn over the steel plate at the same time, and then weld the reverse side weld seam, turn over the steel plate again when welding to 1 / 2 depth of the U-shaped groove, and then weld the U-shaped groove on the front side completely, turn over the steel plate for the third time, and weld the U-shaped groove on the reverse side , Each layer of weld seam is de-welded in sections; during the welding process, the steel plate is restrained...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More