

Blade of steam turbine and process for machining blade
A technology for steam turbine blades and processing technology, which is applied to the supporting elements of blades, mechanical equipment, engine elements, etc., can solve the problems affecting production efficiency and production safety, complex and harsh use environment, and long production cycle, and achieve improvement. Effects of chemical and physical properties, reduction of overheat sensitivity and temper brittleness, and reduction of processing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] A steam turbine blade and its processing technology provided in this embodiment, the mass percentage of the chemical composition of the steam turbine blade is: C: 0.1%, Si: 0.5%, Mn: 0.3%, S: 0.01%, P: 0.1%, Cr: 12%, Ni: 0.02%, Cu: 0.1%, Mo: 0.2%, W: 0.05%, V: 0.33%, Nb: 0.5%, the rest is Fe and trace impurities; the steam turbine blade processing method is processed according to the following steps:
[0027] Step (1): First check the size of the fan-shaped arc blank, then first rough turn a plane, the depth is less than 5mm, then rough turn the inner circle and outer circle respectively, leave a machining allowance of 5mm on one side, and then perform annealing heat treatment, the annealing temperature At 850°C, first air cool to 700°C, then cool to room temperature in water;
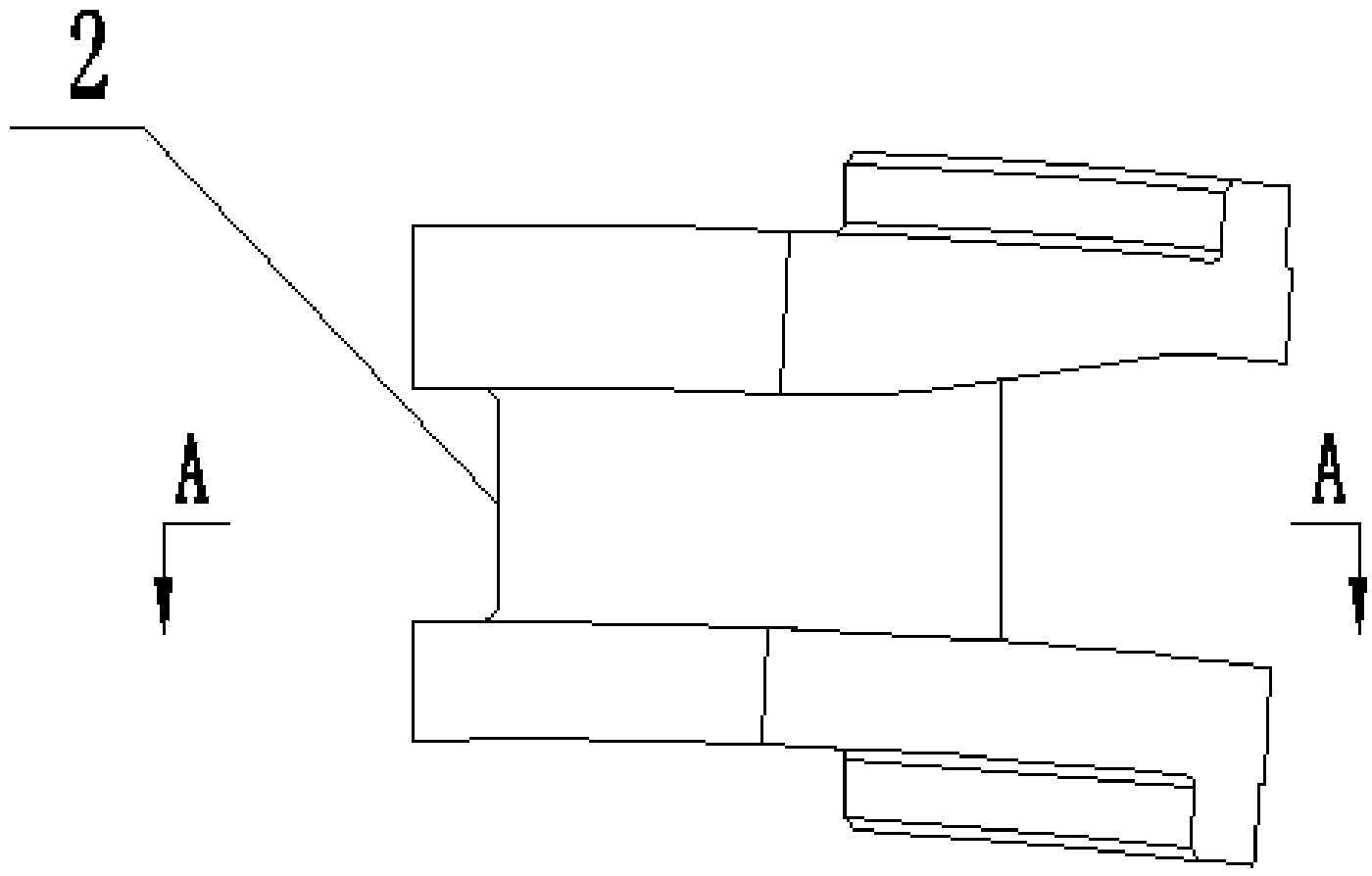
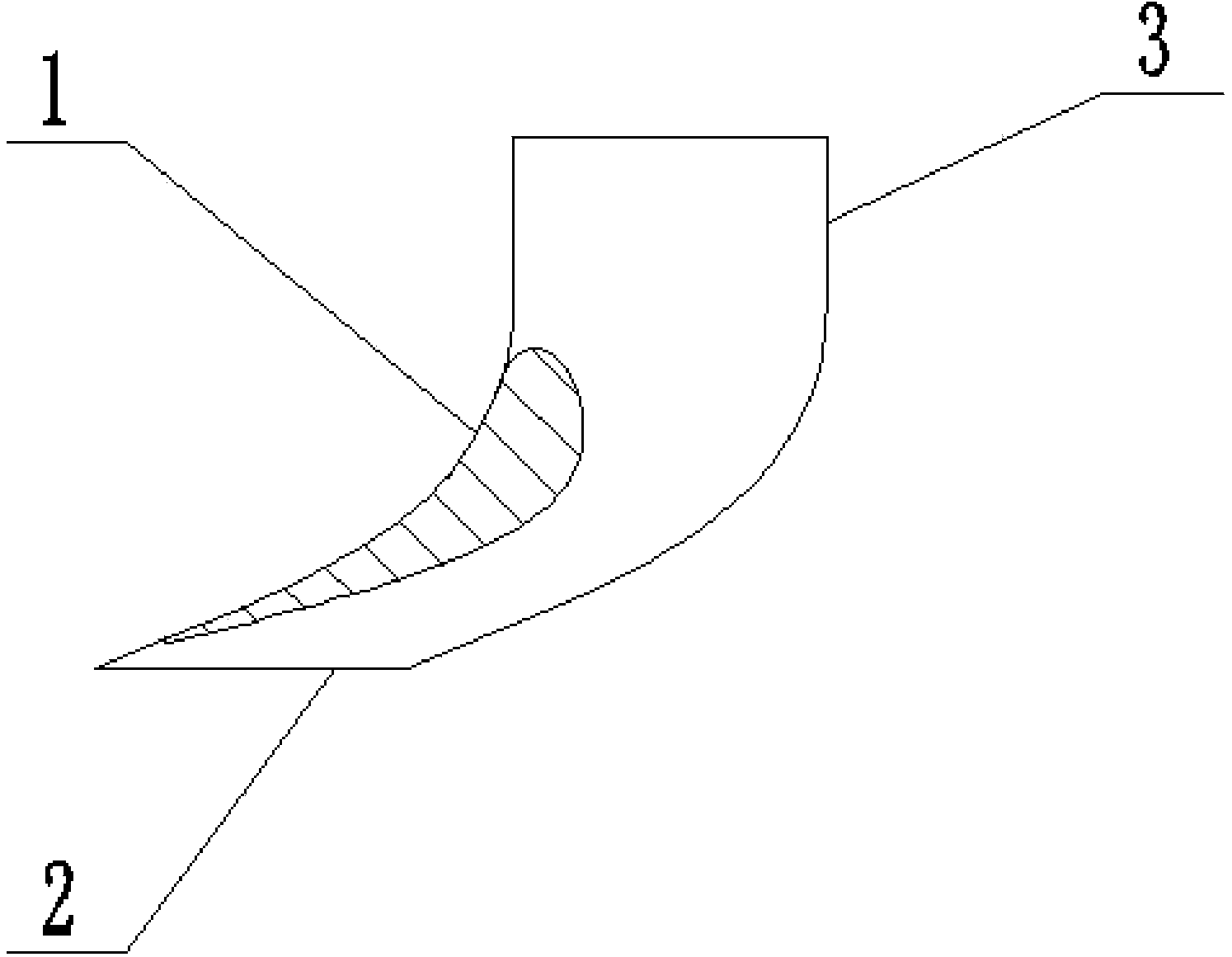
[0028] Step (2): Then finish the size of the outer circle, inner circle and both ends of the car, install the arc blank on the wire cutting machine, process the arc surface 1 at both ends, and t...
Embodiment 2
[0033]A steam turbine blade and its processing technology provided in this embodiment, the mass percentage of the chemical composition of the steam turbine blade is: C: 0.5%, Si: 0.6%, Mn: 0.45%, S: 0.015%, P: 0.02%, Cr: 12.8%, Ni: 0.04%, Cu: 0.2%, Mo: 0.35%, W: 0.22%, V: 0.45%, Nb: 0.6%, the rest is Fe and trace impurities; the steam turbine blade processing method is processed according to the following steps:
[0034] Step (1): First check the size of the fan-shaped arc blank, then first rough turn a plane, the depth is less than 5mm, then rough turn the inner circle and outer circle respectively, leave a machining allowance of 5mm on one side, and then perform annealing heat treatment, the annealing temperature At 900°C, first air cool to 730°C, then cool to room temperature in water;
[0035] Step (2): Then finish the size of the outer circle, inner circle and both ends of the car, install the arc blank on the wire cutting machine, process the arc surface 1 at both ends, ...
Embodiment 3
[0040] A steam turbine blade and its processing technology provided in this embodiment, the mass percentage of the chemical composition of the steam turbine blade is: C: 0.1%, Si: 0.5%, Mn: 0.3%, S: 0.01%, P: 0.1%, Cr: 12%, Ni: 0.02%, Cu: 0.1%, Mo: 0.2%, W: 0.05%, V: 0.33%, Nb: 0.5%, the rest is Fe and trace impurities; the steam turbine blade processing method is processed according to the following steps:
[0041] Step (1): First check the size of the fan-shaped arc blank, then first rough turn a plane, the depth is less than 5mm, then rough turn the inner circle and outer circle respectively, leave a machining allowance of 5mm on one side, and then perform annealing heat treatment, the annealing temperature At 880°C, first air cool to 720°C, then cool to room temperature in water;
[0042] Step (2): Then finish the size of the outer circle, inner circle and both ends of the car, install the arc blank on the wire cutting machine, process the arc surface 1 at both ends, and t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More