

Preparation method of polypropylene foaming sheet material through ultraviolet light radiation crosslinking
A technology of cross-linked polypropylene and foamed sheet, which is applied in the field of preparation of polypropylene foamed sheet and ultraviolet cross-linked polypropylene foamed sheet, can solve the problem of reducing the usability and mechanical properties of materials and failing to prepare foamed sheets. materials, difficult continuous production and other problems, to achieve the effect of low density, low price, good mechanical and thermal properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
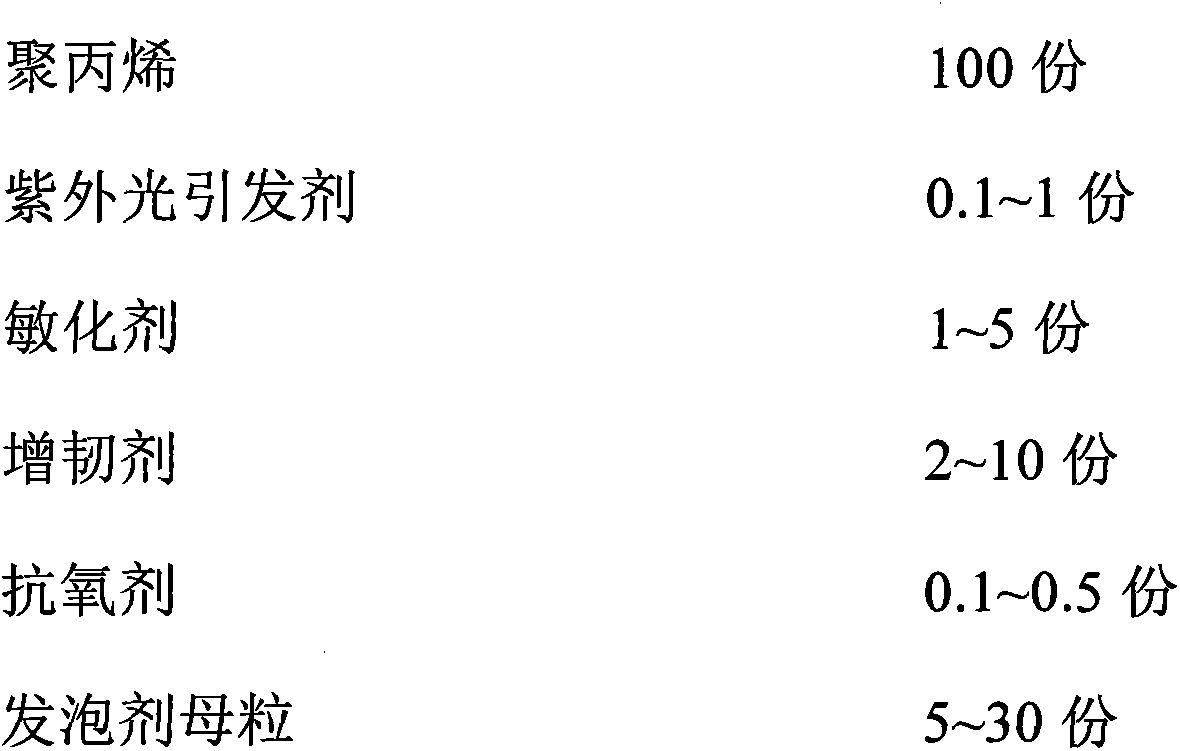
[0026] Embodiment 1: Weigh 100 parts of polypropylene, 0.2 parts of ultraviolet photoinitiator, 1.6 parts of sensitizer, 10 parts of toughening agent and 0.1 part of antioxidant in parts by mass, and mix them in a high-speed mixer for 10 to 15 minutes , The material temperature is controlled at about 80°C. Then, the homogeneously mixed material is blended, melted and extruded by a twin-screw extruder, and granulated. The extrusion temperature is about 230°C. Take 30 parts of foaming agent masterbatch and mix evenly with the pellets granulated by the twin-screw extruder, carry out non-foaming extrusion on the single-screw extruder, extrude a polypropylene foam sheet with a thickness of 1mm, extrude The outlet temperature was 160°C. The polypropylene foam sheet is subjected to 1000mj / cm in the ultraviolet box 2 of ultraviolet radiation. The sheet after ultraviolet irradiation was subjected to a foaming experiment in a foaming furnace, and the foaming temperature was 220°C.
Embodiment 2
[0027] Embodiment two: take by weight 100 parts of polypropylene, 0.2 parts of ultraviolet photoinitiator, 1.6 parts of sensitizer, 10 parts of toughening agent and 0.1 part of antioxidant, mix in high-speed mixer for 10 to 15 minutes , The material temperature is controlled at about 80°C. Then, the homogeneously mixed material is blended, melted and extruded by a twin-screw extruder, and granulated. The extrusion temperature is about 230°C. Take 30 parts of foaming agent masterbatch and mix evenly with the pellets granulated by the twin-screw extruder, carry out non-foaming extrusion on the single-screw extruder, extrude a polypropylene foam sheet with a thickness of 1mm, extrude The outlet temperature was 160°C. The polypropylene foam sheet is subjected to 3000mj / cm in a UV box 2 of ultraviolet radiation. The sheet after ultraviolet irradiation was subjected to a foaming experiment in a foaming furnace, and the foaming temperature was 220°C.
Embodiment 3
[0028] Embodiment three: Weigh 100 parts of polypropylene, 0.2 parts of ultraviolet photoinitiator, 1.6 parts of sensitizer, 10 parts of toughening agent and 0.1 part of antioxidant by mass parts, and mix in a high-speed mixer for 10 to 15 minutes , The material temperature is controlled at about 80°C. Then, the homogeneously mixed material is blended, melted and extruded by a twin-screw extruder, and granulated. The extrusion temperature is about 230°C. Take 30 parts of foaming agent masterbatch and mix evenly with the pellets granulated by the twin-screw extruder, carry out non-foaming extrusion on the single-screw extruder, extrude a polypropylene foam sheet with a thickness of 1mm, extrude The outlet temperature was 160°C. The polypropylene foam sheet is subjected to 5000mj / cm in the ultraviolet box 2 of ultraviolet radiation. The sheet after ultraviolet irradiation was subjected to a foaming experiment in a foaming furnace, and the foaming temperature was 220°C.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More