

A method for actively modifying the surface of metal plastic forming dies
A plastic forming and active technology, which is applied in metal processing equipment, manufacturing tools, welding equipment, etc., can solve problems such as poor retestability of the method, limited implementation objects, failure to change the forming performance of the mold, etc., and achieve excellent plastic forming performance and surface layer Effects of refinement of metal grain structure and improvement of wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] The specific implementation of the method of the present invention in Example 1 is as follows.
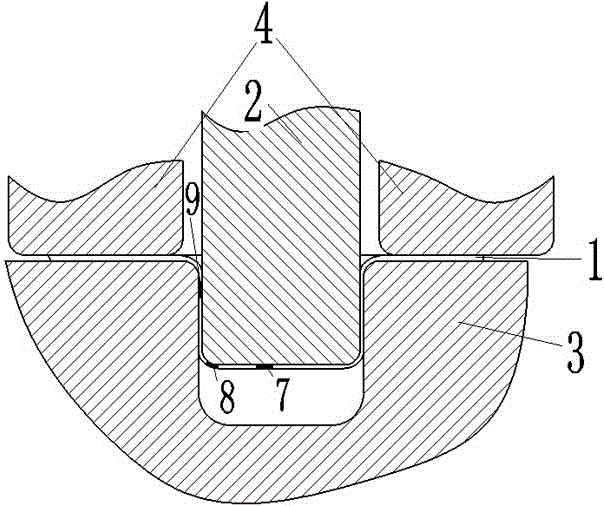
[0025] Such as figure 1 The schematic diagram of the stamping forming section of the barrel is shown. The stamping device includes a sheet material 1, a punch A2, a die A3 and a blank holder 4. The plane sheet 1 becomes a barrel-shaped piece under the action of the punch A2 and the die A3, and the blank holder 4 controls the flow of the material during the forming process to prevent the sheet 1 from wrinkling during stretching and drawing.
[0026] Implementation of the inventive method is divided into three steps.
[0027] Step A), determine the key area on the surface of the punch A2. Define the lower surface of the sheet 1 before plastic forming as the plane M1, and calculate the normal distance S from each point in the contact area between the punch A2 and the sheet 1 to the plane M1 at the end of the plastic forming of the sheet 1, S∈[0, Sn]. The point constituting...
Embodiment 2
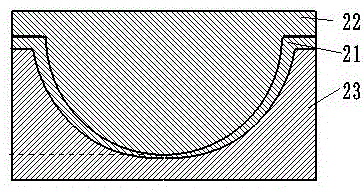
[0039] The formed part of embodiment 2 is a spherical part, and punch B22 and die B23 are corresponding moulds, such as image 3 with Figure 4 .
[0040] Using the same implementation steps as in Example 1, the first-level critical area 27, the second-level critical area 26, and the third-level critical area 25 on the punch B22 are determined, and the areas are distributed in a ring on the punch B22.
Embodiment 3
[0042] The formed part of embodiment 3 is an automobile cover part, and it contains a plurality of forming features, comprises rib 40 and slope 41, such as Figure 5 .
[0043] The difference between embodiment 3 and embodiment 1 or 2 is that the characteristic rib 40 and the slope surface 41 need to be considered respectively to determine the critical area on the punch C32 and the corresponding critical level. Considering the characteristic rib 40 and the slope surface 41 respectively, the surface roughening treatment plan for the punch C32 is obtained. In the case of only considering the characteristic rib 40, it is considered that the formed part is the rib 40, then the forming punch is the rib-shaped protrusion 50 on the punch C32, and the forming die is the rib-shaped groove 60 on the die C33, and the same applies to Embodiment 1 And the punch surface roughening treatment method in embodiment 2. The same applies to the case of considering only the slope surface 41 .
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More