

Method for rapidly forming Ti-6Al-4V three-dimensional metal parts by electron beams
A ti-6al-4v, metal parts technology, applied in the field of electron beam rapid prototyping Ti-6Al-4V high-performance three-dimensional metal parts, to achieve the effects of high production efficiency, simple preparation process and excellent mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
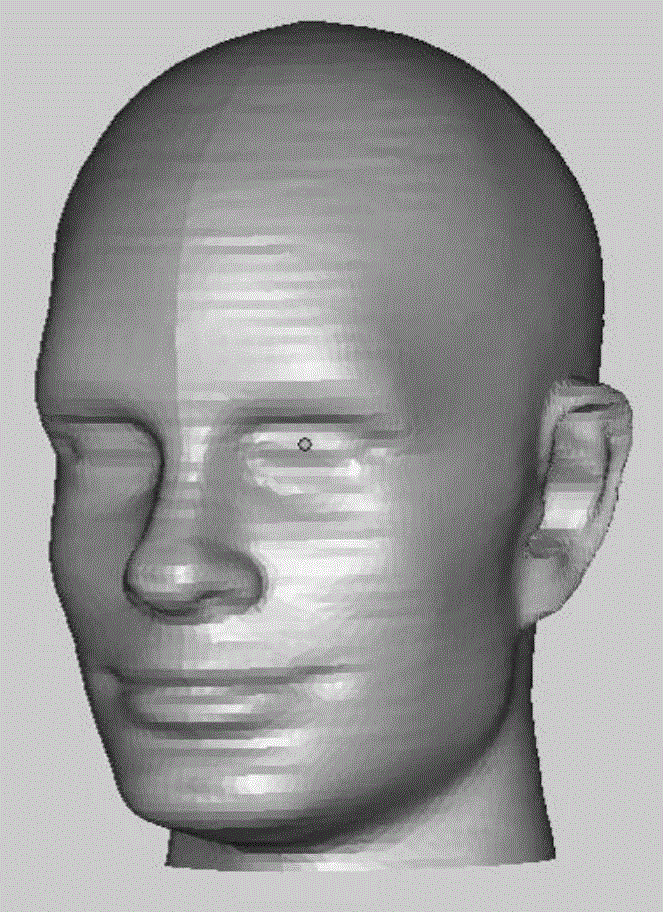
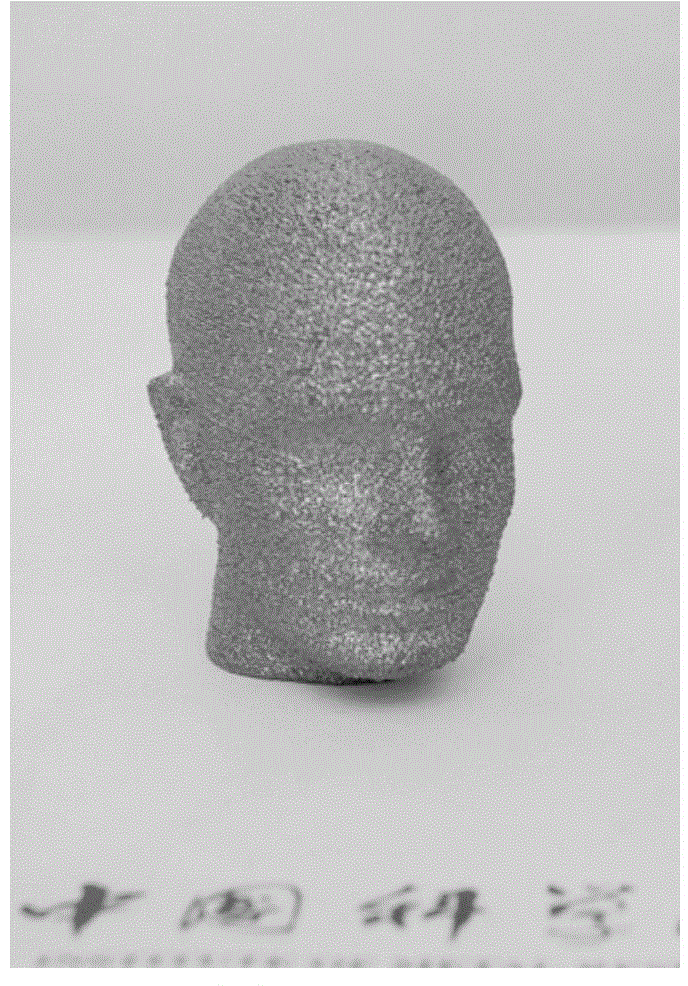
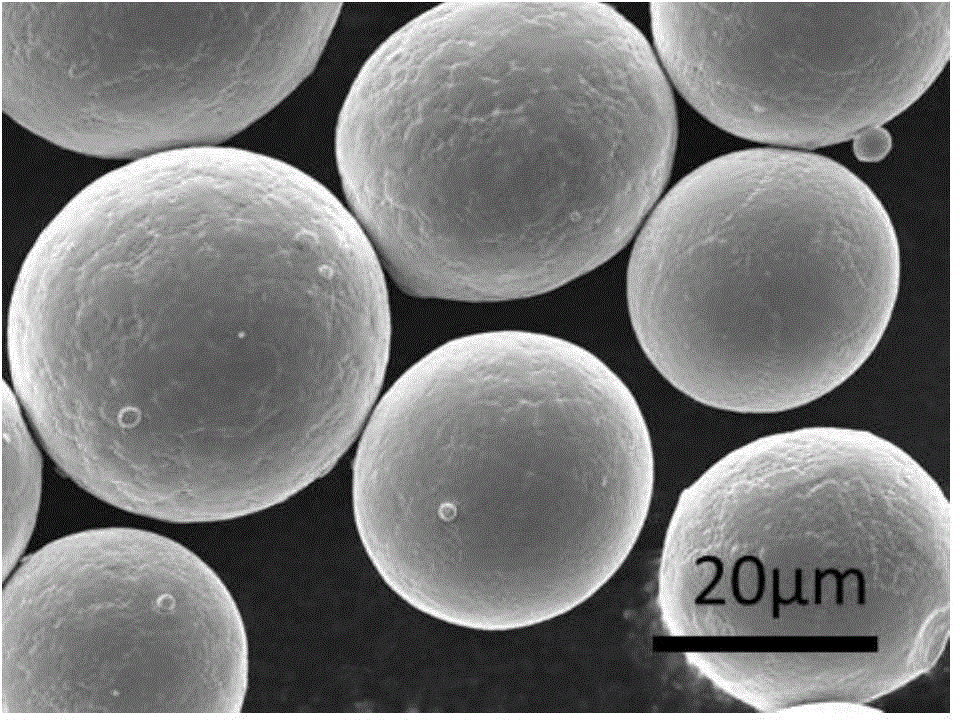
[0042] Such as Figure 1(a) As shown, the human skull model model is designed by using CAD software, and the wall thickness is 3mm. With Ti-6Al-4V alloy powder ( figure 2 , powder diameter is 50-80μm) as raw material, using Arcam A1 electron beam melting equipment to prepare Ti-6Al-4V human skull model, electron beam scanning speed is 10000mm / s, electron beam current is 18mA, the prepared Ti-6Al -4V human skull model such as Figure 1(b) shown.
[0043] In this example, the prepared Ti-6Al-4V human skull model is subjected to hot isostatic pressing, the process is as follows: the temperature is 920° C., the pressure is 120 MPa, and the holding time is 3 hours.
[0044] In this embodiment, the prepared Ti-6Al-4V human skull is subjected to two-step heat treatment in the two-phase region:
[0045] (1) Two-phase zone annealing treatment Using a vacuum heat treatment furnace, the prepared Ti-6Al-4V human skull was kept at 800 °C for 1 h, and cooled to room temperature at a rat...
Embodiment 2
[0049] Such as Figure 3(a) As shown, the chess piece model is designed using CAD software, and the thinnest wall thickness of the chess piece is 4mm. Using Ti-6Al-4V alloy powder as raw material ( figure 2 , the powder diameter is 50-80 μm), the Ti-6Al-4V chess pieces were prepared by Arcam A1 electron beam melting equipment, the electron beam scanning speed was 13000m / s, the electron beam current was 20mA, and the stacking direction was perpendicular to the direction of the substrate. Prepared Ti-6Al-4V chess pieces such as Figure 3(b) shown.
[0050] In this embodiment, the prepared Ti-6Al-4V human skull model is subjected to hot isostatic pressing, the process is as follows: the temperature is 950° C., the pressure is 100 MPa, and the holding time is 2 hours.
[0051] In this embodiment, the prepared Ti-6Al-4V chess pieces are subjected to two-step heat treatment in the two-phase region:
[0052] (1) Two-phase zone annealing treatment Using a vacuum heat treatment fu...
Embodiment 3
[0056] Such as Figure 4(a) As shown, the acetabular cup model was designed using CAD software. The surface of the acetabular cup has a 2 mm thick porous structure, and the thinnest part of the acetabular cup is 2 mm. Using Ti-6Al-4V alloy powder as raw material ( figure 2 , the powder diameter is 50-80 μm), the Ti-6Al-4V acetabular cup was prepared by Arcam A1 electron beam melting equipment, the electron beam scanning speed was 12500mm / s, the electron beam current was 25mA, and the stacking direction was vertical to the substrate. Prepared Ti-6Al-4V acetabular cup as Figure 4(b) shown.
[0057] In this example, the prepared Ti-6Al-4V acetabular cup is subjected to hot isostatic pressing, the process is as follows: the temperature is 940° C., the pressure is 110 MPa, and the holding time is 2.5 hours.
[0058] In this example, the prepared Ti-6Al-4V acetabular cup is subjected to two-step heat treatment in the two-phase region:
[0059] (1) Two-phase zone annealing trea...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More