

Welding method of tungsten target material component
A welding method and target technology, applied in welding equipment, welding/welding/cutting items, non-electric welding equipment, etc., can solve the problems of prone to cracks, prone to accidents, large differences in physical properties of tungsten and copper, etc. The effect of increasing welding strength, preventing oxidation, and being less prone to chipping
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0042] Since the melting point of tungsten is 3407°C and the melting point of copper is 1084°C, the melting point of the two materials is quite different, and the diffusion between tungsten atoms and copper atoms often leads to the formation of brittle metal compounds, so the tungsten-copper target formed by copper backplane is used The welding strength of the material components is low.
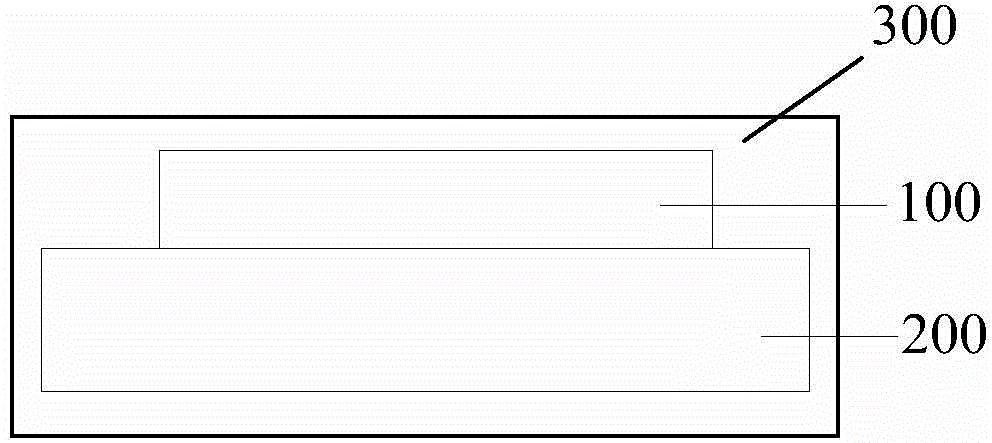
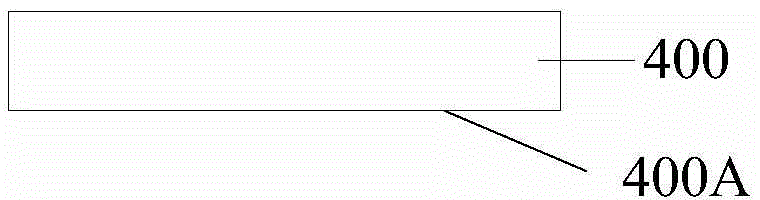
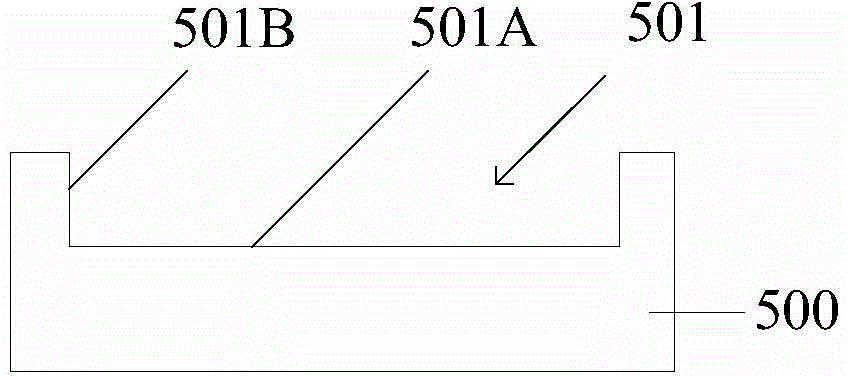
[0043] To this end, the present invention provides a welding method for a tungsten target assembly, by turning the thread on the welding surface of the tungsten target, forming a groove in the copper back plate, and then installing the two together so that the tungsten target is located in the groove , and then carry out hot isostatic pressing welding, because the tungsten target is limited in the groove, and the hot isostatic pressing welding applies force uniformly in all directions, therefore, the deformation of the tungsten target is small during the welding process, and it is not easy to...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
| Depth | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More