

Whole induction heating temperature control method for support rollers
A temperature control method and induction heating technology, applied to the overall induction heating temperature control of the backup roll, the temperature control field, can solve the problems of not small, non-linear temperature distribution at the end, large and large-diameter backup rolls, etc. Achieve high wear resistance, significant energy saving effect, and reduce production cost.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
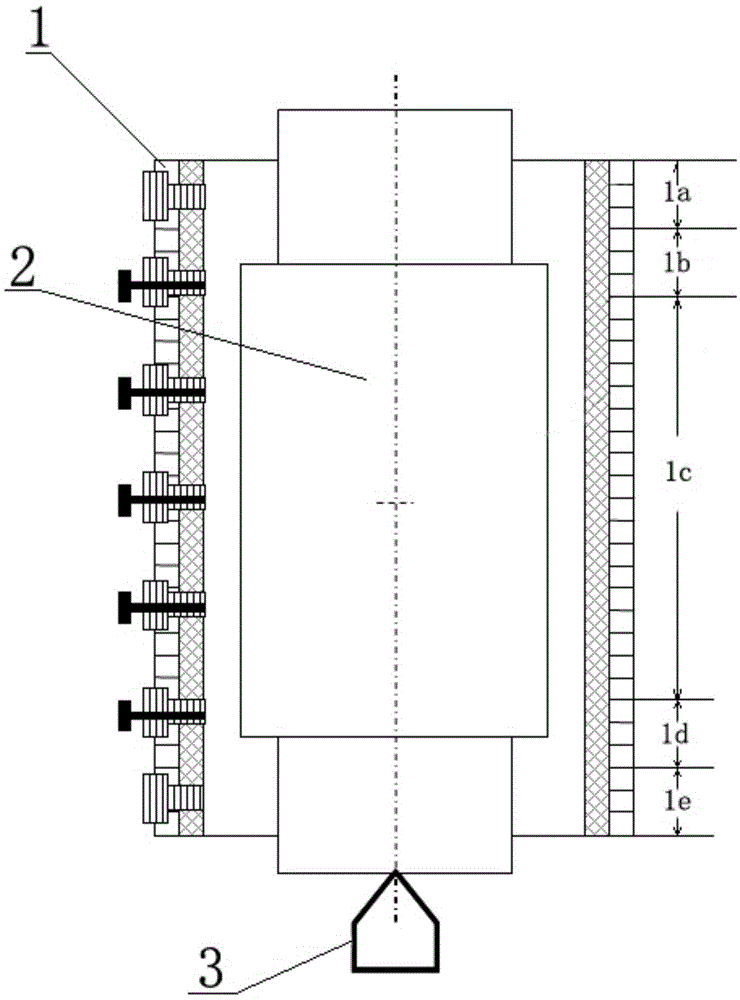
[0069] In this embodiment, induction heat treatment is carried out on the roll with the specification of ф1000×1500mm, and the preheating temperature T 0 400 degrees, the workpiece heating surface target temperature T a is 1050 degrees. Before heating, use the simulation software to simulate the heating process, and calculate the required heating power, heating time and feeding method of the heating process (applied current, frequency change curve, end compensation method, etc.) during the heating process. The calculation results are imported into the control model of the control terminal as the basis for controlling the parameters of the heating process. The control model judges the heating time during the heating process, and sends an alarm if it exceeds the calculated required heating time. After the roll is preheated in the preheating furnace to a preheating temperature of 400, the roll is hoisted to the work station by driving to ensure that the gap with the induction co...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More