

Bifocus laser and InFocus arc hybrid welding method
A hybrid welding and dual focus technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of increased welding cost, high laser power, small welding penetration, etc., which is conducive to discharge and simple replacement of consumables , the effect of increasing welding penetration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
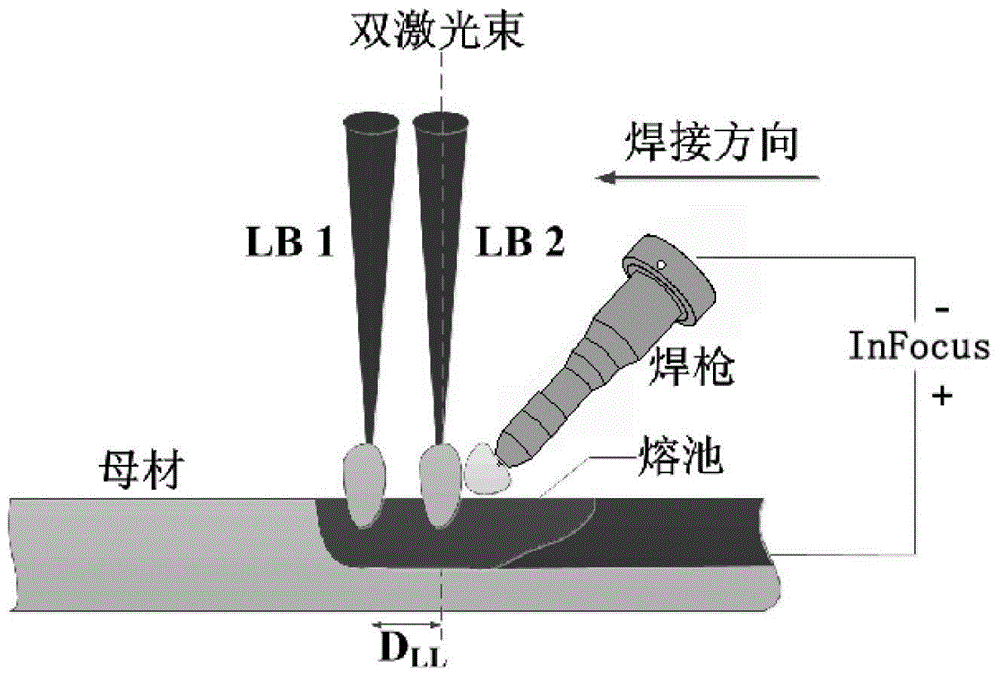
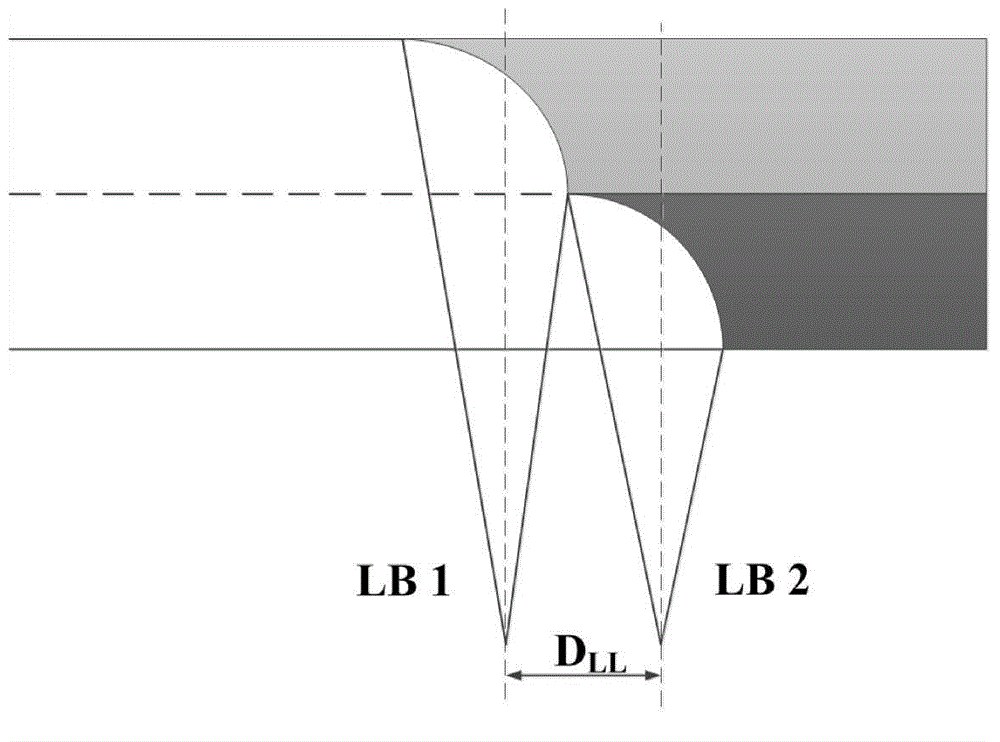
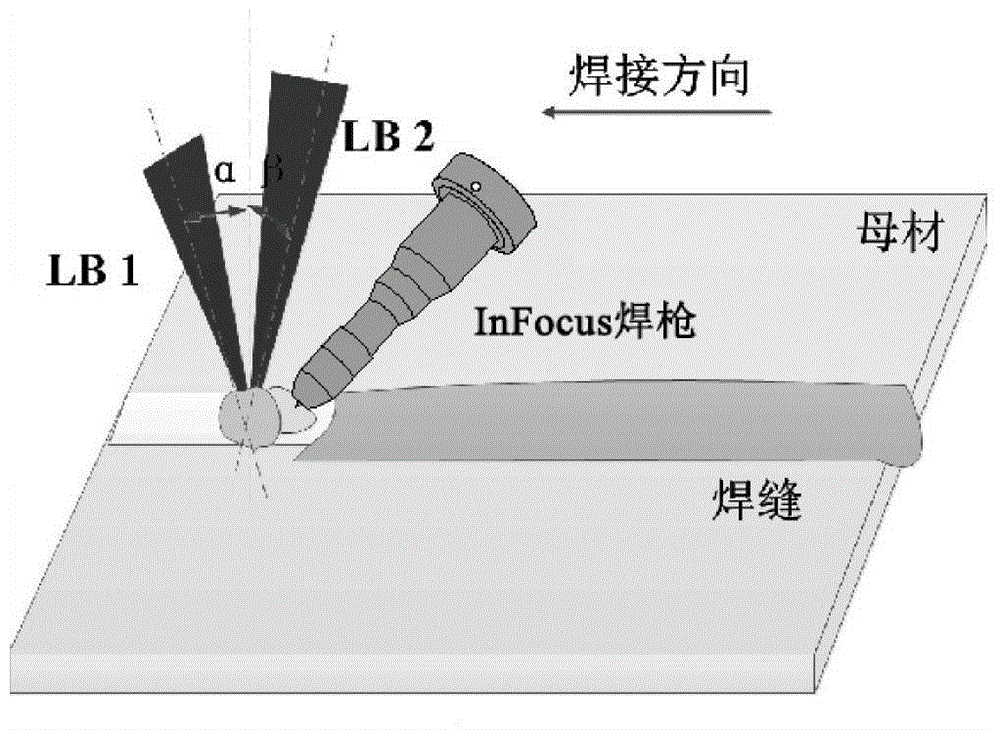
[0033] Specific embodiment one: a kind of bifocal laser and InFocus electric arc hybrid welding method of the present embodiment, it is to carry out according to the following steps:
[0034] 1. Before welding, grind or clean the surface of the workpiece to be welded, and fix the polished or cleaned workpiece to be welded on the welding fixture;
[0035] 2. Use the laser and InFocus to act together on the area to be welded, and set the geometric parameters: the spot diameter is 0.1~0.5mm, and the defocus is -3~﹢3mm;
[0036]3. Set the welding parameters of laser and InFocus composite welding: the arc current is 50-900A, the angle between the welding torch and the vertical direction is 25°-55°, the welding speed is 100-1000mm / min, and the wire feeding speed is 100-600mm / min. min, the protective gas is an inert gas, and the flow rate of the protective gas is 15-30L / min;
[0037] 4. Start the control switch, first pass in the shielding gas, and then ignite the arc for 1.0-2.0s, ...
specific Embodiment approach 2
[0038] Embodiment 2: The difference between this embodiment and Embodiment 1 is that the laser of the bifocal laser is CO 2 Gas laser, YAG solid-state laser, semiconductor laser or fiber laser. Others are the same as in the first embodiment.
specific Embodiment approach 3
[0039] Embodiment 3: The difference between this embodiment and Embodiment 1 is that the two beams of the bifocal laser are obtained in the following two ways: one beam of laser is divided into two beams by an optical beam splitting system and two beams emitted by two lasers beams. Others are the same as in the first embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Defocus amount | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More