

Laser seal welding technique for 3A21 aluminum alloy casing
An aluminum alloy shell, 3A21 technology, applied in the field of micro-assembly component packaging and testing process, can solve the problems of complex 4047 aluminum alloy production process, affecting product yield and reliability, complex circuit and bare chip structure, etc. The appearance of the weld is beautiful and the thermal deformation is small.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
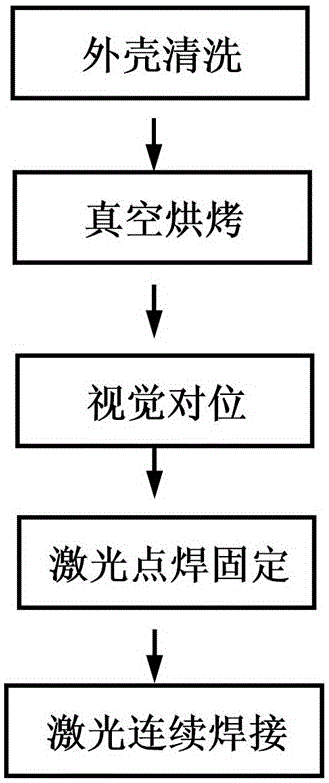
[0029] In this embodiment, the 3A21 aluminum alloy shell to be sealed and welded by laser is 30mm×30mm, and the inner cavity volume is about 3.7cm 3 , the 3A21 aluminum alloy shell includes a 3A21 aluminum alloy shell and a 3A21 aluminum alloy cover plate, the welded joints are butt jointed, the thickness of the cover plate is 1mm, and the fit gap between the shell and the cover plate is 0.06mm. A laser sealing welding process of the above-mentioned 3A21 aluminum alloy casing of the present invention, such as figure 1 shown, including the following steps:
[0030] (1) Cleaning: Soak the 3A21 aluminum alloy casing with acetone and absolute ethanol in sequence. After soaking, wipe the inside and outside of the 3A21 aluminum alloy casing with dust-free paper to remove oil stains on the surface of the casing, and then dry the casing with nitrogen.
[0031] (2) Vacuum baking: place the cleaned 3A21 aluminum alloy shell on the heating plate in a vacuum oven, and bake the shell for ...
Embodiment 2
[0038] In this embodiment, the 3A21 aluminum alloy shell to be sealed and welded by laser is 30mm×30mm, and the inner cavity volume is about 3.4cm 3 , the 3A21 aluminum alloy shell includes a 3A21 aluminum alloy shell and a 3A21 aluminum alloy cover plate, the welded joints are butt jointed, the thickness of the cover plate is 1.5mm, and the fit gap between the shell and the cover plate is 0.1mm. A laser sealing welding process of the above-mentioned 3A21 aluminum alloy casing of the present invention, such as figure 1 shown, including the following steps:
[0039] (1) Cleaning: Soak the 3A21 aluminum alloy casing with acetone and absolute ethanol in sequence. After soaking, wipe the inside and outside of the 3A21 aluminum alloy casing with dust-free paper to remove oil stains on the surface of the casing, and then dry the casing with nitrogen.
[0040] (2) Vacuum baking: place the cleaned 3A21 aluminum alloy shell on the heating plate in a vacuum oven, bake the shell for 4 h...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More