

Preparation method of metal protective coating for inner wall surface of inner bore part
A technology of surface metal and protective coating, applied in the direction of metal material coating process, coating, etc., can solve the problem that the small inner wall surface cannot be effectively clad, the coating falls off and fails, and the inner wall coating preparation of large-sized parts cannot be realized, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
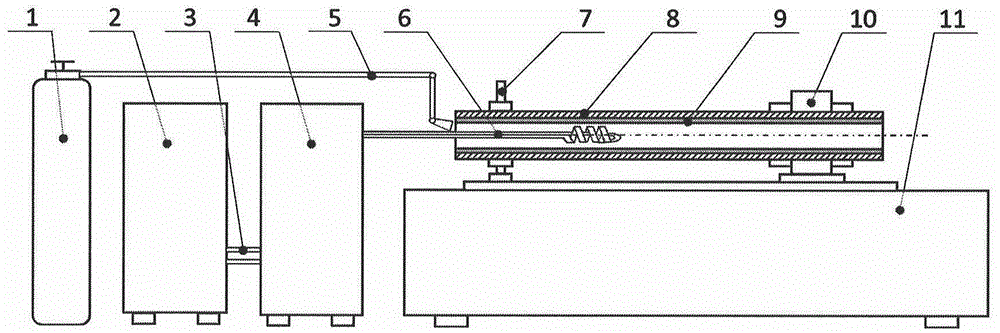
Image

Examples
Embodiment 1
[0134] This embodiment is used to illustrate the preparation method of the metal protective coating on the inner wall surface of the inner hole part of the present invention. Specifically, the steps of this embodiment are as follows:
[0135] (1) Using acetone as a cleaning agent, perform ultrasonic cleaning on the parts to be treated to clean the surface of the inner wall and remove surface pollutants such as oil stains. Ultrasonic cleaning power 10kW, cleaning time 30min.
[0136] (2) Mix rosin and turpentine in a mass ratio of 1:3, pour into a beaker and heat to 90°C, so that the rosin is completely dissolved in the turpentine solution to make a binder. Mix NiCrBSi and binder according to the mass ratio of 10:1 and stir evenly to make a paste. With the help of a scraper and a clamping rotary tool, evenly coat the prepared paste NiCrBSi / binder mixture on the surface of the inner wall of the part after step (1), with a thickness of about 0.5 mm.
[0137] (3) Put the parts p...
Embodiment 2
[0146] This embodiment is used to illustrate the preparation method of the metal protective coating on the inner wall surface of the inner hole part of the present invention. Specifically, the method of this embodiment is similar to the method of Example 1. The difference is that the induction is increased in this embodiment. Oscillating power output by heating power supply P s , the specific operating conditions are shown in Table 2.
[0147] Table 2
[0148]
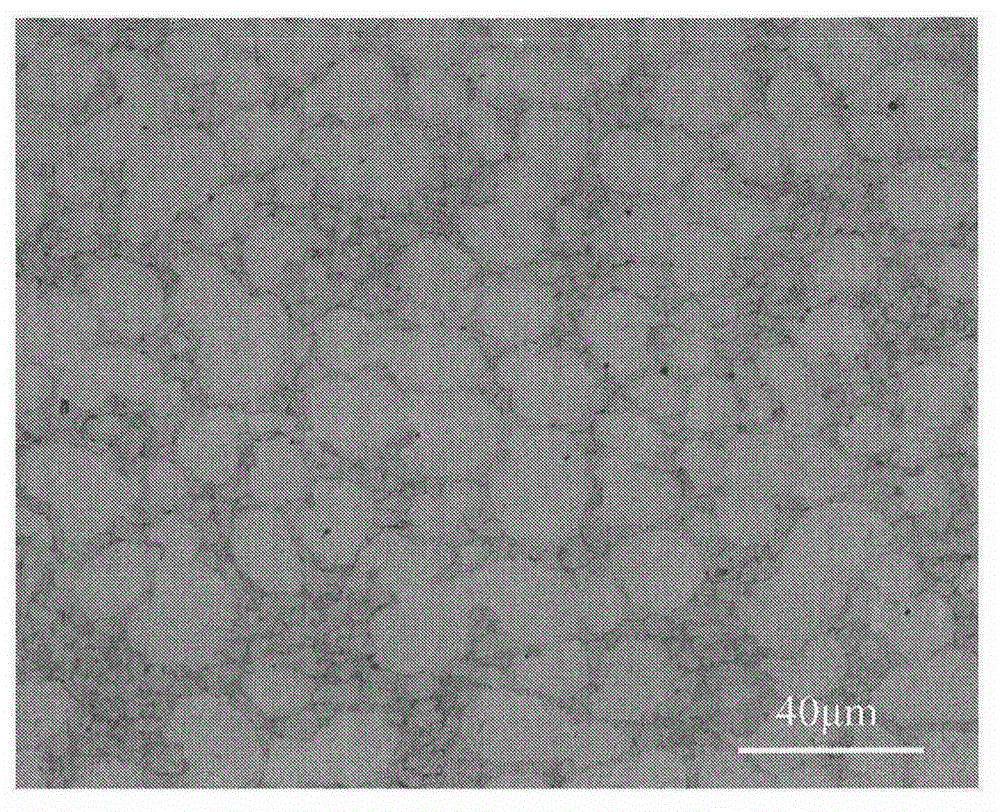
[0149] The average thickness of the NiCrBSi coating obtained on the inner wall surface of the part by the above method is 0.39-0.41mm, the coating surface hardness is 720-740HV, the coating interface bonding strength is 90-95Mpa, and the coating porosity is 0.4-0.8%. The coating phase structure is close to the coating obtained by the method used in Example 1, except that the amount of hard precipitated phase increases; the microstructure of the coating is as follows: Figure 5 shown. From the results of this exam...
Embodiment 3
[0152]This embodiment is used to illustrate the preparation method of the metal protective coating on the inner wall surface of the inner hole part of the present invention. Specifically, the method of this embodiment is similar to the method of Example 2. The difference is that the part is adjusted higher in this embodiment. Horizontal movement speed v, the specific operating conditions are shown in Table 3.
[0153] table 3
[0154]
[0155] The average thickness of the NiCrBSi coating obtained on the inner wall surface of the part by the above method is 0.41-0.42mm, the coating surface hardness is 730-750HV, the coating interface bonding strength is 81-86Mpa, and the coating porosity is 0.6-0.9%. The coating phase structure is close to the coating obtained by the method used in Example 1; the microstructure of the coating interface region is as follows Figure 6 As shown, the internal microstructure of the coating section is as follows Figure 7 shown. It can be seen ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More