

Steel for deep sea oil extraction equipment and manufacturing method of steel forge piece for deep sea oil extraction equipment
A manufacturing method and technology for steel forgings are applied in the field of manufacturing steel for deep-sea oil production equipment and forgings, which can solve the problems of cracking during placement of forgings, reducing the effective life of parts, and difficulty in forging through materials, etc., and achieve corrosion resistance and comprehensive mechanics. The effect of improving performance, reducing internal stress, and refining grains
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
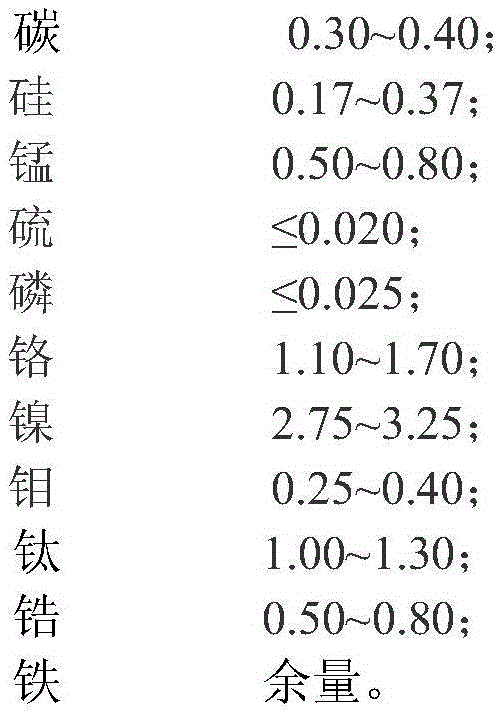
[0036] (1) Pre-forging treatment: use a special steel for deep-sea oil production equipment as a blank, coat a layer of glass-like coating on the surface of the blank, and then use free forging to hot forge the blank to obtain the valve seat for one-time forging Blank; the steel includes the following components in mass percentage (wt.%):
[0037]
[0038] (2) Forging: ①Using free forging for primary forging to obtain a forging billet; the initial forging temperature of forging is 1200°C, the final forging temperature is 800°C, and the forging ratio is greater than 3.5:1; Secondary forging billet; the forging initial forging temperature is 1150°C, the final forging temperature is 950°C, and the forging ratio is greater than 3:1;
[0039](3) Post-forging heat treatment: heat the secondary forged slab obtained in step (2) to 980°C and keep it warm for 15 hours, then take it out of the furnace and air-cool it to room temperature.
[0040] (4) Performance heat treatment: ① The...
Embodiment 2
[0042] (1) Pre-forging treatment: use a special steel for deep-sea oil production equipment as a blank, coat a layer of glass-like coating on the surface of the blank, and then use free forging to hot forge the blank to obtain the valve seat for one-time forging Blank; the steel includes the following components in mass percentage (wt.%):
[0043]
[0044] (2) Forging: ①Using free forging for primary forging to obtain a forging billet; the initial forging temperature of forging is 1200°C, the final forging temperature is 800°C, and the forging ratio is greater than 3.5:1; Secondary forging billet; the forging initial forging temperature is 1150°C, the final forging temperature is 950°C, and the forging ratio is greater than 3:1;
[0045] (3) Post-forging heat treatment: heat the secondary forged slab obtained in step (2) to 1000° C. and keep it warm for 10 hours, then take it out of the furnace and air-cool it to room temperature.
[0046] (4) Performance heat treatment: ①...
Embodiment 3
[0048] (1) Pre-forging treatment: use a special steel for deep-sea oil production equipment as a blank, coat a layer of glass-like coating on the surface of the blank, and then use free forging to hot forge the blank to obtain the valve seat for one-time forging Blank; the steel includes the following components in mass percentage (wt.%):
[0049]
[0050] (2) Forging: ①Using free forging for primary forging to obtain a forging billet; the initial forging temperature of forging is 1200°C, the final forging temperature is 800°C, and the forging ratio is greater than 3.5:1; Secondary forging billet; the forging initial forging temperature is 1150°C, the final forging temperature is 950°C, and the forging ratio is greater than 3:1;
[0051] (3) Post-forging heat treatment: heat the secondary forged slab obtained in step (2) to 1020° C. and keep it warm for 5 hours, then take it out of the furnace and air-cool it to room temperature.
[0052] (4) Performance heat treatment: ① ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More