

Method for deep penetration laser welding of plate under assistance of ultrasound
A deep-penetration welding and ultrasonic-assisted technology, applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., can solve problems such as root leakage and narrow range of welding process parameters, so as to improve compactness and improve air hole defects , The effect of broadening the range of process parameters
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
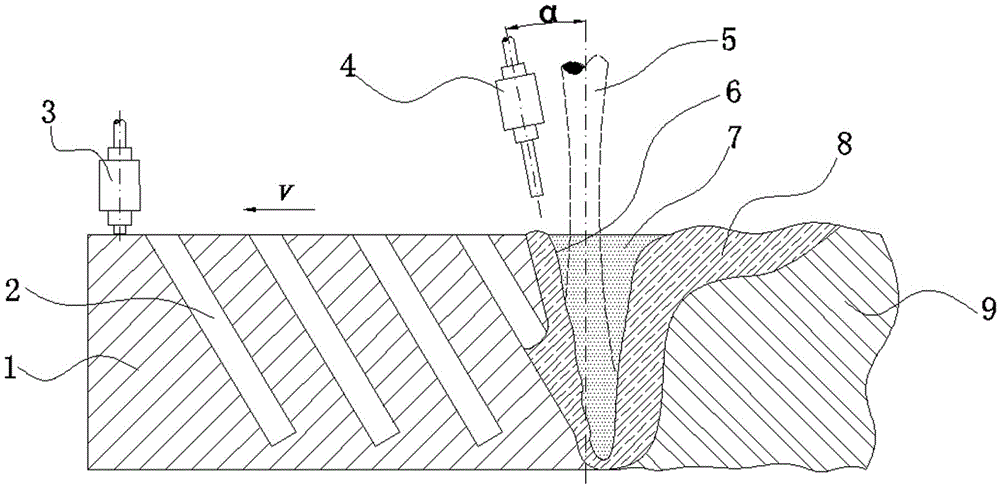
[0034] The following will be combined with the attached Figure 1-6 Specific embodiments of the present invention will be described in detail.
[0035] Such as figure 1 As shown, the welding workpiece is a large structural plate with a thickness exceeding 12 mm. The laser beam is vertically incident on the upper surface of the workpiece to achieve deep penetration welding, and at the same time, ultrasonic vibration is applied to the workpiece to be welded and the molten pool area to achieve high-quality connections of ultrasonic-assisted laser deep penetration welding of large-thickness flat butt joints.
[0036] In this embodiment, the method for ultrasonic-assisted laser deep penetration welding of plates includes the following steps.
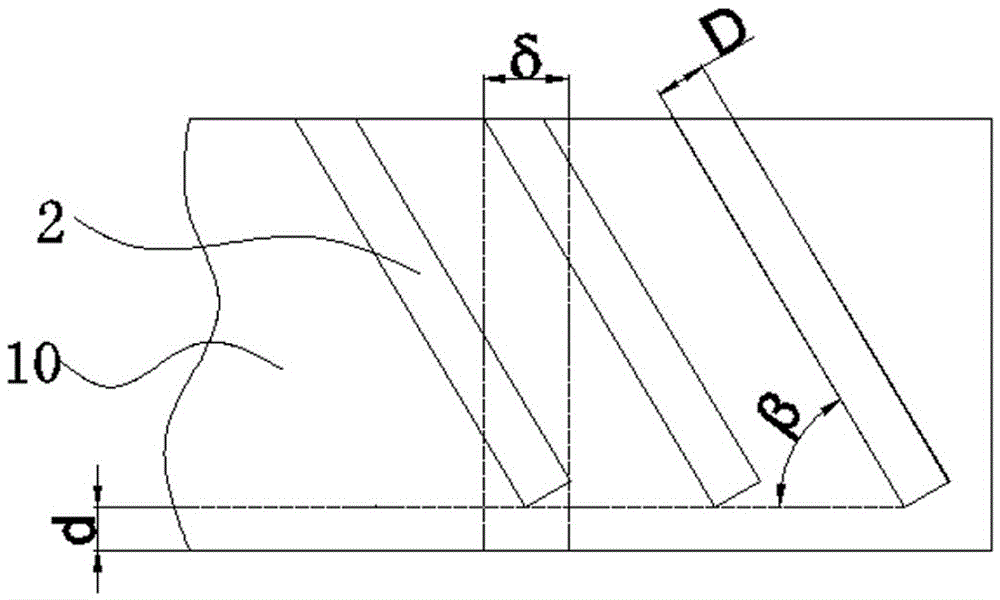
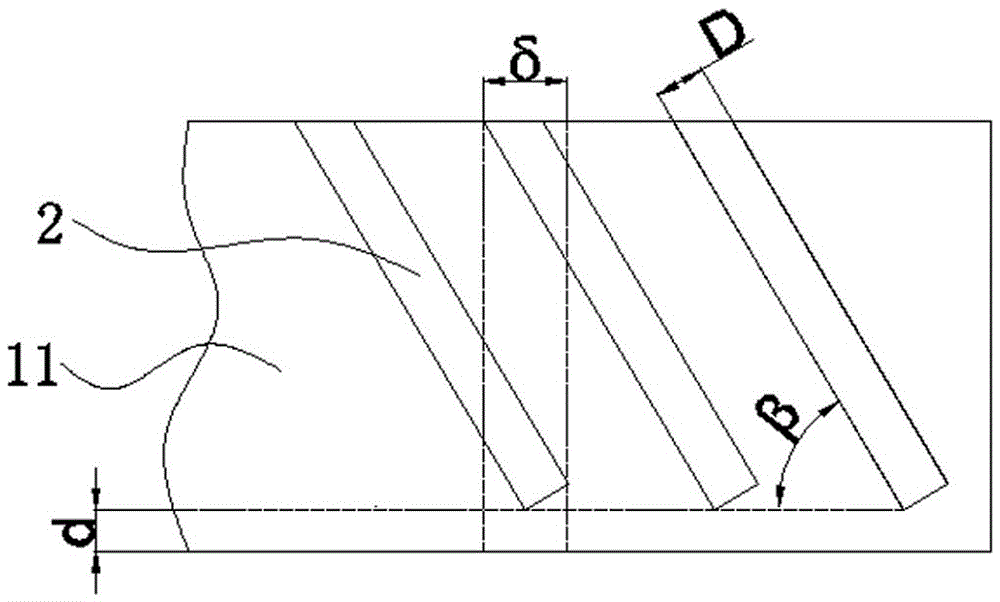
[0037] Step 1: The first base material 10 and the second base material 11 are processed to form butt end faces, and a series of inclined semicircular grooves 2 are processed on the butt end faces, and the upper and lower surfaces and butt j...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More