

165-steel-grade drill rod weld joint heat treatment method
A heat treatment method and drill pipe technology, applied in heat treatment furnaces, heat treatment equipment, furnaces, etc., can solve the problems of uneven impact toughness of welds, high hardness of the welded pipe body side, and large fluctuations in impact value, and achieve a good comprehensive Mechanical properties, uniformity of structure, effect of reducing hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments, but the protection scope of the present invention is not limited to the following description.
[0016] An embodiment of a heat treatment method for a 165 steel grade drill pipe weld seam in the present invention includes: step 1-quenching, step 2-first tempering and step 3-second tempering.
[0017] The specific steps and parameters of step 1-quenching are as follows:
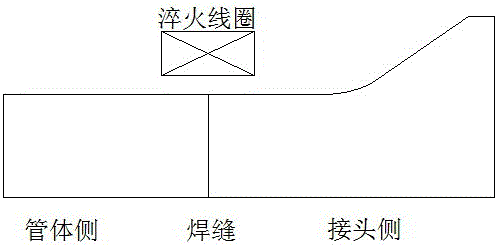
[0018] (1) Send the welding area of the drill pipe to the position of the quenching coil, and align the weld seam with the center position of the quenching coil, such as figure 1 shown;
[0019] (2) Use 35-40 seconds to raise the temperature of the welding zone to 925-935°C and keep it warm for 85-95 seconds;
[0020] (3) Compressed air quenching, the inner and outer surfaces of the weld are quenched with compressed air, and the outlet pressure of quenching air is ≥...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More