

Laser wire-filling welding method for nuclear main pump shield sleeve
A technology of laser wire filling and welding method, which is applied in the field of nuclear power, can solve the problems of poor fault tolerance of laser self-fluxing welding gaps, increase processing costs, and reduce joint performance, and achieve near-defective high-precision welding forming and strong gap fault tolerance , Strengthen the effect of weld strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] The specific implementation manners of the present invention will be further described below in conjunction with the accompanying drawings and technical solutions.
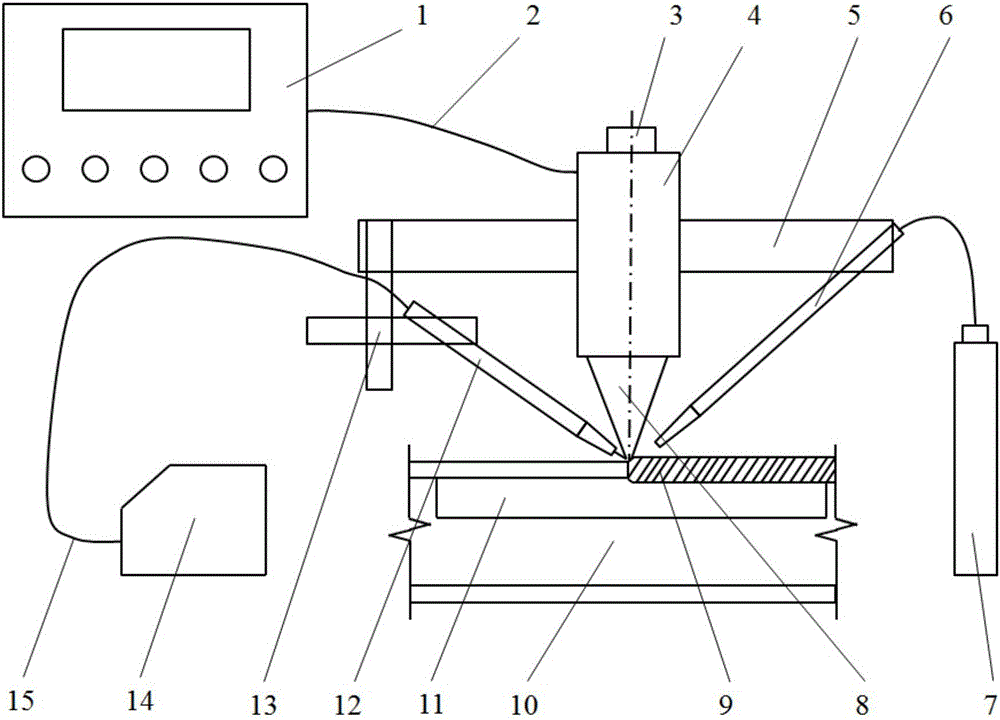
[0032] Such as figure 1 As shown, a laser wire-filling welding method for the nuclear main pump shielding sleeve uses a laser wire-filling welding system to weld the nuclear main pump shielding sleeve 10. The laser wire-filling welding system includes a solid pulse laser 1, an optical fiber 2, CCD online monitoring system 3, laser welding head 4, moving frame 5, air guide nozzle 6, special fixture 11, wire feed nozzle 12, wire feed nozzle adjustment mechanism 13, wire feeder 14. The optical fiber 2 connects the solid pulse laser 1 with the laser welding head 4, the laser welding head 4 is installed on the mobile frame 5, the laser welding head 4 is equipped with a CCD online monitoring system 3, and the CCD online monitoring system 3 cross mark center It coincides with the output laser center of the laser ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More