

Comprehensive Utilization System of Exhaust Gas Waste Heat of Ring Cooler
A ring cooler and waste heat technology, which is applied in waste heat treatment, mechanical equipment, steam engine devices, etc., can solve the problems of ring cooler frame deformation, ring cooler operating environment deterioration, energy waste, etc., to reduce exhaust gas temperature and improve efficiency Utilization rate, effect of increasing power generation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
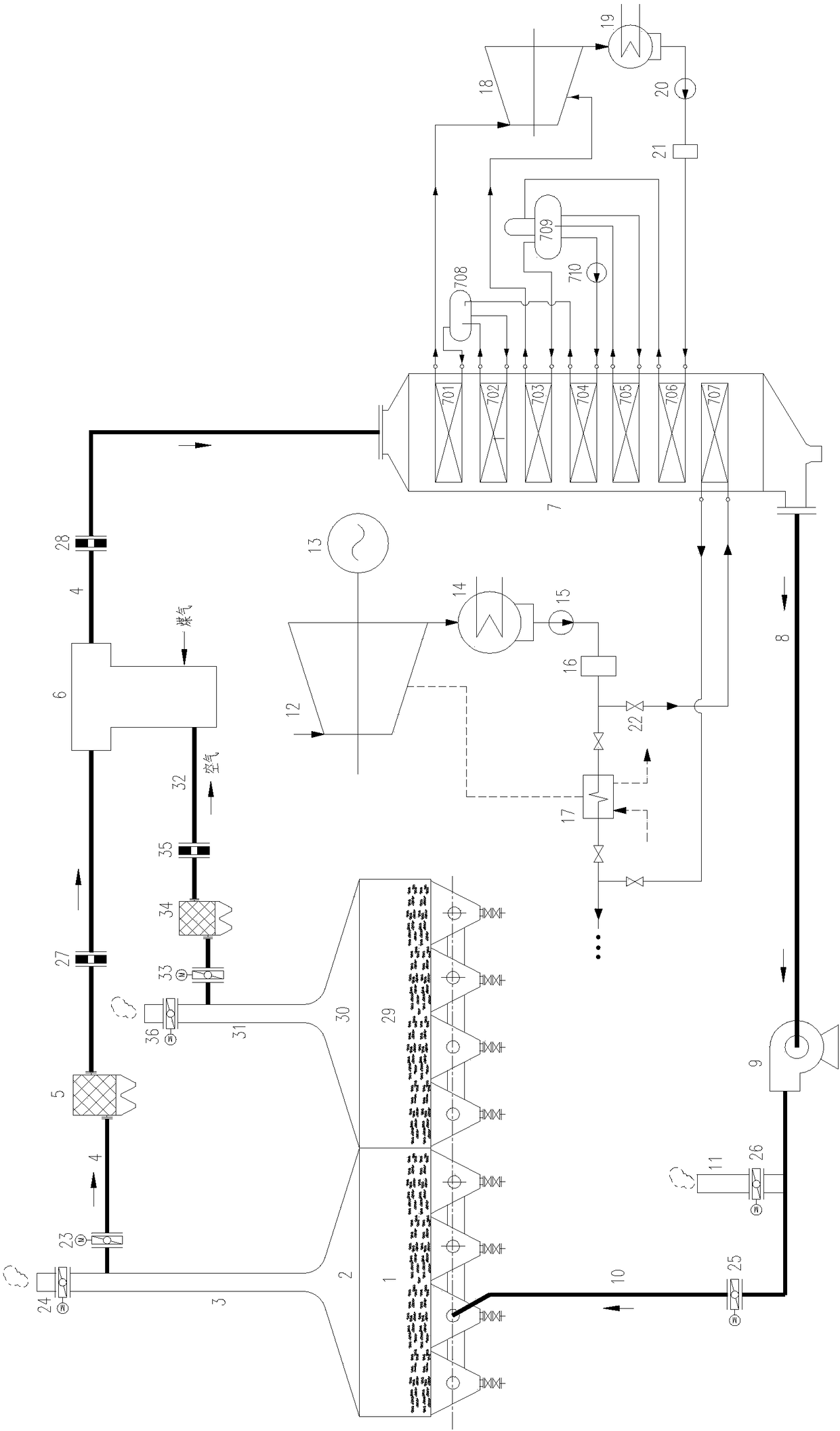
[0031] Such as figure 1 As shown, the exhaust gas waste heat comprehensive utilization system of the annular cooler in this embodiment includes a flue gas circulation system; The high-temperature chimney 3 on the cover 2 and the waste heat boiler 7 for recovering waste heat; the flue gas inlet and flue gas outlet of the waste heat boiler 7 are respectively connected with the high-temperature chimney 3 and the return air duct 10 of the ring cooler, and the return air The air duct 10 communicates with the conventional waste heat recovery section 1 of the annular cooler;
[0032] The flue of the waste heat boiler 7 is provided with a high-pressure section superheater 701, a high-pressure section evaporator 702, a low-pressure section superheater 703, a high-pressure section economizer 704, a low-pressure section evaporator 705, and a low-pressure section along the flue gas flow direction. An economizer 706 and a condensate heater 707, and a high-pressure section drum 708 and a l...
Embodiment 2
[0047] On the basis of the above-mentioned embodiments, the flue gas inlet of the waste heat boiler 7 communicates with the high-temperature chimney 3 through a conventional air intake pipe 4, and the conventional air intake pipe 4 is sequentially provided with the first A deduster 5, a first flow meter 27 and an afterburning furnace 6.
[0048] The first dust collector 5 is used to remove the particles brought in from the annular cooler in the conventional air intake pipe 4; the post-combustion furnace 6 is located between the dust collector and the waste heat boiler 7, and is used to adjust the flue gas parameters entering the waste heat boiler 7; In the embodiment, the flue gas condition of the exhaust gas waste heat recovery system is stabilized through the setting of the post-combustion furnace 6, the problem of frequent fluctuating flue gas parameters in the traditional method of directly recovering the waste gas waste heat of the annular cooler is solved, and the perform...
Embodiment 3
[0050] On the basis of the above embodiments, the low temperature section 29 of the annular cooler of the present embodiment is provided with a gas collecting hood 30, and the gas collecting hood 30 is provided with a low temperature chimney 31; the low temperature chimney 31 passes through the low temperature air intake pipe 32 It communicates with the air inlet of the supplementary combustion furnace 6, and the gas inlet of the supplementary combustion furnace 6 communicates with the gas pipeline; the low-temperature air intake pipeline 32 is provided with a second dust collector 34 and a second flow rate along the flue gas flow direction. meter 35, the flue gas inlet of the waste heat boiler 7 is also provided with a third flow meter 28, the outlet of the low-temperature chimney is provided with a fifth flue air valve 36, and the entrance of the low-temperature air intake pipe is provided with a sixth flue air valve Valve 33.
[0051] The exhaust gas waste heat comprehensiv...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More